



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

航空发动机整体叶盘加工数控技术
5 锻件质量再检查阶段
锻件质量再检查是在叶片型面还未达到精加工状态时,采用腐蚀检查、涡流检查等方法检查锻件的内部(整体叶盘叶片表面和次表面)质量。这一阶段将给出相应的过程检测报告。
6 加工质量检查阶段
加工质量检查的主要工作为:(1)用三坐标测量机(目前使用最广泛)检查叶盘的加工几何尺寸是否满足设计要求,其依据为叶盘设计图纸、公差和叶盘零件模型,出具叶片型面检测报告、相关几何尺寸报告和装配尺寸实测值报告;(2)用荧光检查方法检查零件表面是否存在缺陷,并出具检查报告;(3)对叶片的固有振动频率进行检测,出具规定叶片固有振动频率的实测报告;(4)用粗糙度检查设备检查叶片型面是否满足设计图纸规定的粗糙度要求;(6)加工表面残余应力检测,一般认为:叶片表面的残余应力越小加工质量越好,压应力比拉应力好。
7 耐磨、抗疲劳加工阶段
此阶段工作的主要任务是增加叶盘在工作状态下相关部位的耐磨能力和叶片的抗疲劳性能。主要方法为喷涂、喷丸湿吹砂和激光强化等。
8 包装阶段
包装阶段是叶盘制造中非常重要但常常被忽视的工作内容,其主要包括叶盘零件在叶盘包装箱中固定、保护和封装等工作内容,根据叶盘的尺寸和重量制作叶盘的包装箱。
9 完成叶盘制造交付
本阶段依据设计图纸、各个阶段的质量文件、过程检查记录,开具零件合格证,按照要求归档全部质量文件、过程记录和流水卡等。
整体叶盘NC加工关键技术
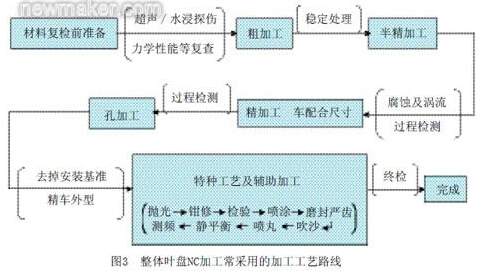
整体叶盘虽然加工方法较多,但国内研究成果最多、应用最广泛、技术成熟度最高的加工方法还是锻件机械加工整体叶盘的方法,也就是五坐标NC加工方法。为了实现整体叶盘的高效低成本、高设计符合性制造,必须制定科学的叶盘加工工艺规范和合理的NC加工程序。图3为整体叶盘NC加工常采用的加工工艺路线。叶盘加工的关键点较多,下面就部分重要的关键工艺技术给以介绍。
1 插铣开槽加工工艺
整体叶盘零件开槽加工的基本特点是加工的材料为难切削材料而切削量大,叶盘毛坯的绝大多数材料需在开槽阶段去除。传统上叶盘开槽加工中一般采用立铣刀分层侧铣的加工方式进行开槽加工,由于叶盘开槽侧铣加工切削量较大,刀具承受切削力和扭矩很大,常常导致刀具折断。随着刀具悬伸量的增加,加工过程会出现刀具和叶片激烈的振动现象,零件加工的表面质量差、误差大,开槽加工效率低、加工周期长。开槽工作是影响叶盘制造效率和成本的瓶颈问题。
插铣加工也称为Z轴(刀轴)切削法加工,是近年来在深腔槽或陡峭壁类结构零件加工中常采用的一种高效加工方法。插铣加工时刀具沿机床主轴方向作进给运动,利用底部的切削刃进行钻、铣组合切削。插铣工艺切削力小,减小了刀具和工件的变形;插铣切削过程中切削力无突变,从而有效避免了机床-刀具系统的振动,使切削过程平稳。经大量叶盘加工开槽加工验证,在增大侧向步距和悬伸量的情况下,插铣切削仍能保持平稳状态;插铣时刀具和零件的接触面温度低,刀具转速和进给量可大幅度提高。因此,在钛合金、高温合金和不锈钢等难切削材料粗加工中,插铣工艺开槽加工可大幅度提高刀具耐用度、减少开槽时间、降低加工成本。
2 对称螺旋铣削叶片精加工工艺
对称螺旋铣削加工工艺采用螺旋线刀具轨迹在叶片两侧一个螺旋周期内对被加工叶片“对称”地加工,使叶片两侧被切除的材料量值基本相等,从而可减小传统单边加工时残余应力引起的变形,有效地控制了粗加工、半精加工后叶片内应力非对称释放和加工残余应力引起的加工变形。同时,还可采用高速铣削技术,直接减小铣削力以及工艺系统的被迫振动。因此,这种工艺方法在实现加工薄壁叶片时,其单面铣削工艺无法保证的加工精度。
叶片对称螺旋铣削精加工分为两步:第一步,对称地切除半精加工时留下的非均匀余量,并为第二步加工留下均匀的切削余量;第二步,对称地切除第一步留下的余量和残余应力层,并完成对“让刀”误差的补偿。
3 叶盘叶片前后缘加工误差补偿技术
叶片前后缘加工质量的优劣直接影响发动机叶盘工作时的气动性能,决定着发动机的工作效率的高低。为了满足新型航空发动机的高效气动性能的要求,叶片设计的越来越薄,其前后缘圆弧半径甚至小于0.1mm,有的还采用了椭圆形前后缘结构,所以叶片前后缘切削加工过程中必然会产生较大的加工误差,许多叶盘、叶片报废的原因就是前后缘加工超差所致。究其原因,叶片加工过程中,在切削力作用下,叶片及刀具均发生变形,刀具触点处实际切削量小于数控加工程序给定的切削量,这就是通常称作为“让刀”的现象,使一部分预期切削的材料仍然残留在被加工叶片上,残留下来的余量和叶片加工过程的变形量基本相等,造成叶片零件的尺寸、形状和位置超差。
叶盘叶片前后缘加工误差补偿技术就是为了满足叶片前后缘加工符合设计公差要求的工艺方法,该方法是建立在工艺试验和反复试切的基础上一种工程应用方法。在叶盘叶片加工前,首先选定叶盘上部分叶片作为工艺试验叶片按照理论模型进行加工,采用三坐标测量机对加工完成的叶片进行测量,通过分析测量数据得出叶片的变形误差规律,再根据叶片的变形情况对原理论模型进行修改,即对加工的叶片模型进行反变形建模。然后以反变形设计模型为基准重新进行NC编写和加工,经过2~3次迭代试验,加工的叶片前后缘就可满足设计要求。不同的结构、不同的材料、不同规格的叶片补偿的量不同,有的差距还非常大。经验和补偿数据的积累决定着叶片前后缘加工的效率和质量。
4 空心叶片线性摩擦焊整体叶盘叶型自适应加工工艺
国外高性能航空发动机风扇叶盘大量采用了空心叶片整体叶盘结构。空心叶片整体叶盘的制造方法为:首先采用扩散连接-超塑性成形方法成形出叶片;其次采用线性摩擦焊工艺将叶片和轮盘焊接成一体;最后使用自适应加工方法对叶片的叶身和叶根进行加工。
由于种种原因,扩散连接-超塑性成形方法成形的叶片不能完全达到设计规定的指标要求,加之线性摩擦焊工艺焊接的叶盘,叶片在叶盘上的位置和扭角也不尽一致,所以为了满足叶盘装机后的工作性能,必须针对空心叶片整体叶盘结构的叶片进行适应性NC加工。自适应加工的工艺过程为:(1)对待加工的空心叶片整体叶盘的全部叶片进行计量和造型;(2)检测每一个叶片特征位置的叶片壁厚,建立叶片壁厚分布数据库;(3)将计量造型结果及厚度分布状况与设计理论模型进行比较,综合分析叶片位置及其厚度的分布状况信息;(4)在综合测量结果与设计模型的异同状况,确定自适应加工的方案;(5)进行编程和加工。
- 第1页:航空发动机整体叶盘加工数控技术(1)
- 第2页:锻件质量再检查阶段
- 上一篇文章:伺服电机系统常见故障及维修
- 下一篇文章:智能激光切割数控系统“软硬件”分析