



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

五轴五联动加工中心在钟表行业中的应用
为检验G150或CAM中的配置是否正确,可用图4所示的简单零件加工来检验。其毛坯是Ø26mm的圆柱,用Ø8mm的立铣刀光上表面,铣矩形20mm×15mm×10mm(三轴加工),再用Ø8mm刀铣出四个槽(五轴加工)。加工后凸台宽度理论值应为5mm,测量实际值的误差。用这种简单零件的试加工证明机床配置正确后,方可进行较复杂的五轴加工或三轴五轴混合加工。
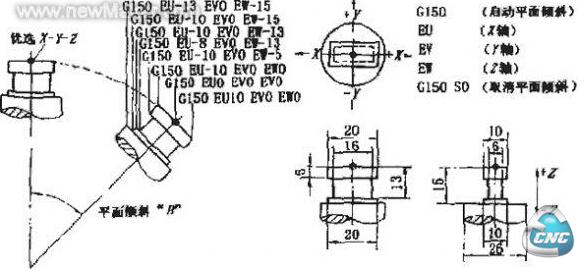
图4
2 加工实例
图5所示零件,是一款高档表的表壳,材料是不锈钢,毛坯40mm×28m×8mm,中间预钻Ø8mm孔,方便下刀。下面24mm×21mm×3mm的槽有两个功能既是装夹位.也是机芯位。
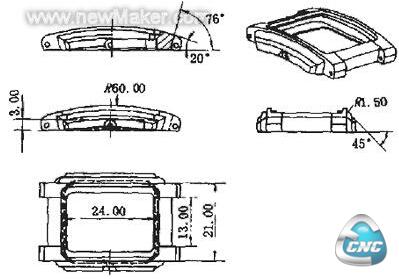
图5
WILLMIN-408机床最高转速18000r/min,使用进口Ø13mm玉米铣刀(硬质合金材料),这样粗加工时,转速就可达4000r/min,进给速度可达500mm/min,并充分利用五轴加工能力,用圆柱立铣刀侧刃加工表壳R60.Omm曲面,用底刃加工毛坯四周材料及开耳处13mm(装表带位)、斜面76°和20°,表壳两侧圆弧面R1.5m和斜面45°粗加工用圆柱立铣刀侧刃,精加工用成形刀,这样既提高了效率又保证了表面质量。编程可直接用G150,方便直观,也可用CAM编程。在玻璃位处,需保证精度,这样装配玻璃后密封性能好,防水性好,可达5ATM,甚至1OATM,要保证与R60mm垂直,必须五轴联动用CAM编程,玻璃位圆角为R1.5mm,故选用Ø3mm立铣刀刀轴矢量控制方式可采用曲面法向(NORMAL),利用投影曲线功能建立刀中曲线,这样底面的加工质量好一些。刀轴矢量控制也可采用相切TANTO()方式,建立直纹曲面,设置刀具直径为Ø0.001mm,这样侧面的加工质量好一些。在五轴联动加工中,进给速度的控制与三轴直线运动不同,三轴中用G94代码表示;五轴联动有轴的旋转运动,为使转动均匀,被加工表面光顺,必须用反比速度,在NUM-1060数控系统中用G93代码表示,每1mm或1°用了多少秒,而且在每个坐标位置都有一个进给速度,这样就保证运动均匀,进给速度由CAM软件生成。整个表壳一次装夹,加工需时1min左右。
通过几十款表的加工,总结了一些五轴加工经验:
加工曲面时可用固定轴(FIX)矢量方式,类似于三轴加工,但轴矢量倾斜一角度,不平行于任一机床轴,这样用球头刀加工时,避开球头刀的端点切削,因该点的线速度为零,可提高加工效率和表面质量。
使用法向(NORMAL)矢量方式时,切点可设定在刀具平面内任意位置,可根据需要指定切点,得到所要曲面,用刀具底面切削的表面质量较好,应尽量采用。
使用切向(TANTO)矢量方式时,最好使用直纹曲面,直纹曲面的方向确定了刀轴方向,故曲面要光顺,不能有褶皱和扭曲。
加工曲面时,可建立其法向面或法线,以用来控制刀轴方向,生成加工程序。
为防止过切,在生成五轴加工程序时,要设置好干涉检查面,并进行刀具轨迹验证及机床模拟,确保无误后,方可使用。(
- 上一篇文章:数字化复合加工数控技术在复合材料构件制造中的应用
- 下一篇文章:CNC系统的控制软件及其工作过程