



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

螺旋齿刀具的数控刃磨系统的研究及开发
5 控制系统软件
软件采用模块化结构,模块的执行取决于操作面板上的方式开关状态。系统主程序在完成I/O口的设置及将各项数据存放单元清零等初始化工作后,根据方式开关的状态,进入其中的一种,其主要的工作方式如下:
(1)参数输入方式。根据系统提示符,从键盘依次输入刀齿数、刀齿旋向、进给长度、刃磨余量、进给次数、进给速度、Z轴和C轴的测量下限控制值Z1min和C1min等现场参数。
(2)测量方式。图5为测量程序流程图,利用Z轴和C轴的手动功能,使刀齿接触测量头,确定测量起始点。测量时,系统根据刀齿旋向确定刀具轴向和周向进给方向。当测量值达到或超过预置的Z1min和C1min时,按下C键,使刀齿转向测量头,两者一经接触,Z向和C向键按下无效,避免产生人为超程误差和损坏测量装置,然后完成计算返回主程序。
(3)对刀方式。刃磨前后刀面时,首先转动砂轮架刻度盘,使接触点的火花与该点切线方向一致,在手动方式下调整好对刀点,这时系统内部自动记录起点至对刀点的刀具移动步数Z2,然后置方式开关为对刀方式。启动对刀程序后,系统首先取出内部记录的参数Z1、C1及Z2,根据计算刀具退回起点时,刀具的转动步数C2,最后以 (Z2、C2)为起点,做直线插补,刀具退回到刃磨起点(0,0)。
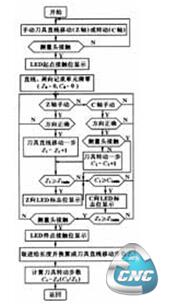
图5 测量程序流程图

图6 自动刃磨程序流程图
(4) 自动方式。自动刃磨程序流程图如图6所示,其中,厂为每个刀齿的刃磨余量;i为刃磨每个刀齿的进给次数;n为刀齿数。
在循环中以刀齿为内循环,进给次数为外循环,即每进给一次,全部刀齿刃磨一遍,这样刀齿受热变形均匀,磨去的余量相同,能保证刃磨后刀齿位于同一圆周上。分度步数m带小数时,取整,小数累加到下一次分度步数中。
6 结论
(1)采用数控循环刃磨,可减小磨削温度对刃磨精度的影响,刃磨精度将高于手工刃磨,且质量稳定。
(2)测量一次即可刃磨完一把刀的全部刀齿,刃磨效率及自动化程度高。
(3)批量刃磨,无需重复测量,只需选定同一装夹基准即可,操作简单方便。
(4)只适用于等分螺旋齿刀具的刃磨。
- 第1页:螺旋齿刀具的数控刃磨系统的研究及开发(1)
- 第2页:控制系统软件
- 上一篇文章:框体类钛合金零件数控加工技术
- 下一篇文章:西门子840D数控系统如何只通过plc程序控制伺服电机