



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

框体类钛合金零件数控加工技术
对于薄壁类框体钛合金零件精度要求高的部位,工装的装夹可能会导致零件的新变形。因为在切削过程中,切削力、夹紧力之间的波动效应会产生耦合作用,导致夹紧不当的附加应力、切削后的残余应力、工件内部的残余应力再次分布,当工装卸力后就产生加工后新的变形。为此针对特殊的部位,推荐运用“过渡外形可调支撑”或“过渡外形柔性工装”的办法(见图5),即根据自由状态下零件过渡外形的形状设计与之完全贴合的可调(柔性)支撑并夹紧。
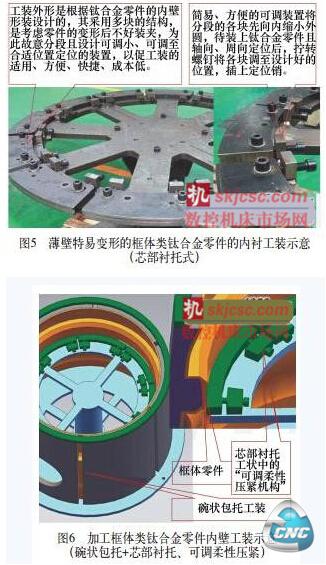
如是加工大型薄壁钛合金零件内壁时,更多从节约成本的角度,一般通常采用碗状包托与芯部衬托(见图5、图6)相结合的工装结构方式,这种方式可更有效地实现工装的装夹可靠。
框体类钛合金零件机械加工常用刀具类型选择
从提高效率、提升质量、降低成本等3个综合因素出发,加工框体类钛合金的刀具既希望具有较高的热硬性,又希望具有良好的耐磨性;既希望具有良好的抗冲击性,又希望具有较好的韧性;既希望具有较高的导热系数,又希望具有较低的化学活性。从这些希望出发,加工钛合金常选用的刀具材料主要有硬质合金、聚晶金刚石(PCD)和聚晶立方氮化硼(PCBN)等。经过生产实际验证,硬质合金和PCD刀具被认为是加工钛合金比较理想的刀具材料。
目前加工钛合金选用刀具材料最优先考虑、最广泛推崇的是硬质合金刀具。因为硬质合金具有相对成本低廉、导热性较好、硬度较高、韧性和红硬性较好的特点。依其化学成分可分为钨钴类(YG)、钨钴钛类(YT)和添加稀有碳化物类(YW),目前在工业生产实际中获得广泛应用的仍然是钨钴类硬质合金YG8、YG6、YG3等。如通常在粗车和断续车削时采用YG8刀片,精车和连续车削时选用YG3刀片,一般加工则选用YG6刀片。如果使用添加的稀有金属的细晶粒硬质合金YA6、YD15、YG10H、YS2等,可提高刀具的寿命和加工效率。实践中不选用钨钴钛(YT)类硬质合金刀具的原因是YT类刀片中含有钛,它与被加工的钛合金之间会发生很强烈的亲和力,很快粘掉刀尖。
硬质合金加工钛合金速度可以达到45 m/min以上,但当切削速度继续增加时,刀具和工件接触面的温度迅速升高,同时由于Co的熔点较低,在高的切削温度及元素扩散作用下,造成了刀具材料中W和Co元素的扩散和流失,降低了刀具的硬度和韧性,使硬质合金刀具发生严重的塑性变形、粘结磨损和扩散磨损,导致刀具失效。因此,硬质合金刀具只适合切削速度小于75 m/min的钛合金。
聚晶金刚石刀具具有极高的硬度,也具有超高的耐磨性,还具有高弹性模量、高导热系数、刃口锋利、低摩擦系数以及与非铁金属亲和力小等优点。该类刀具适用于钛合金的精加工和超精加工。
聚晶立方氮化硼(PCBN)刀具,其硬度虽然略低于金刚石,但它具有比金刚石更好的特点是热稳定性高得多,可达到1 200℃以上(金刚石的耐热温度只有700~800℃),化学惰性大,与钛合金在1 200℃时都不起化学反应。PCBN刀具相比硬质合金刀具,有着切削速度高、表面粗糙度质量好和刀具寿命长等特点,为此PCBN刀具更适合用作钛合金的精加工。但由于PCBN刀具脆性很大,在切削加工中务必忌讳断续切削或突变余量切削。
框体类钛合金零件加工的其他注意事项
不求高的切削速度,唯求可靠增大切削走刀量。过高的切削速度会导致刀刃过热、刀刃粘结和扩散磨损严重。走刀量的变化对温度的变化不明显,所以降低切削速度增大切削走刀量是合理、适宜的切削方式。
当车削时为了改善散热条件和增强切削刃,前角一般取5°~9°;为了克服因回弹而造成的摩擦,刀体的后刀面一般取10°~15°;当钻孔时,缩短钻头长度、增加钻心的厚度和导锥量,钻头的耐用度可提高好几倍。
不可缺少切削液,且水溶性切削液较为合适。但不能使用含有氯或其他卤元素和含硫的切削液,这类切削液会对钛合金的力学性能产生不良影响。
针对易变形的钛合金框体类零件,在数控精加工之前,原则推荐要进行详细的测量,要根据测量的结果仔细分析再分配加工余量以及再核定加工坐标。
铣削加工先三轴加工后五轴加工,先面加工后孔加工。维持数控编程加工坐标系的统一,尽量合并工序减少翻面。与钛合金接触的所有工具、夹具等装置都要事先侧地洁净。经清洗过的钛合金零件,要防止油脂污染,要避免手直接触摸,操作人员或检验人员应当戴干净的手套进行操作或检验。
- 上一篇文章:数控高速加工之关键技术剖析
- 下一篇文章:螺旋齿刀具的数控刃磨系统的研究及开发