



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

倒梯形叶根中小叶片五轴机床集成加工的方法
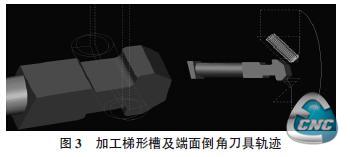
(3)倒梯形叶根梯形槽及端面倒角的加工
梯形槽的加工精度直接关系到叶片与转子装配的质量及机组运行的安全性。叶根两肩位置度、T 型槽宽度及叶根槽中径在此工步保证。我们在三轴轮廓铣模式下加工叶根圆弧槽,由于圆弧槽槽底圆角有两种R3、R1.5 尺寸,故运用了直接准16,R3、准16,R1.5 两种硬质合金镶片立铣刀加工。叶根端面倒角采用立铣头转角度、立铣刀侧刃加工的方式。刀具轨迹如图3 所示。
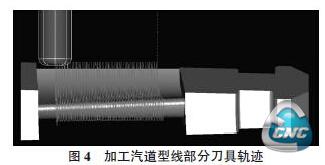
(4)汽道的半精、精加工
汽道的加工分为两部分进行:汽道型线部分;圆角部位及根冠锥面部位。汽道型线部分:加工模式选为5 轴扫描铣方式,横向螺旋铣削汽道内背弧型面。汽道为开放式,若选用球头刀具,会大大降低加工效率。由于汽道为变截面、高度尺寸相对短小,加工时不宜选用大直径刀具,经过模拟计算我们最终选用了准16、刀尖圆角R4 硬质合金镶片立铣刀加工汽道。刀具轨迹如图4 所示。
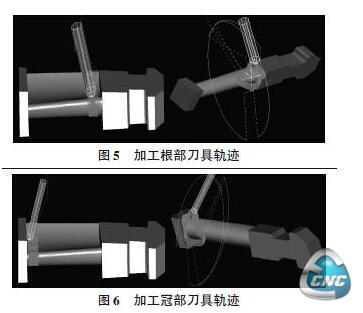
圆角部位及根冠锥面:根冠锥面与汽道相冠,需要清根加工。叶根相冠圆角R5、叶冠相冠圆角R3,故加工时分别选用了准10、R5,准6、R3 硬质合金镶片球头立铣刀进行加工。
根部刀具轨迹如图5 所示。
冠部刀具轨迹如图6 所示。
至此完成集成加工的所有内容。
3、 结语
叶片通过集成加工,其各部位尺寸均达到产品图纸设计要求及装配要求,提高了产品的质量,验证了其加工工艺方法的合理性。通过集成加工简化了工艺流程,便于生产组织管理,集成加工每只叶片约需1.5h,比以往分序加工节省了大量时间,缩短了加工周期,大大地提高了加工效率。而且节约了大量的工装费用,带来可观的效益。集成加工最大优点就是一次装夹,避免了以往加工过程中基准多次转换所带来的累计误差,提高了机组的装配质量。通过此次对倒梯形叶根动叶片的加工方法研究,我们很好地掌握了五轴机床集成加工的方法,为今后中小叶片的集成加工做了技术储备。
- 上一篇文章:基于逆向工程的风机叶片数控加工
- 下一篇文章:工业4.0:从智慧工厂到智能生产