



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

岩滩水轮机叶片数控加工工艺过程及质量控制
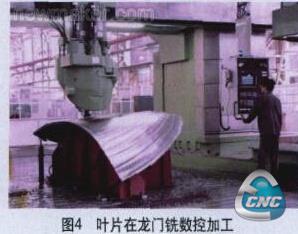
(4)叶片的加工 操作者根据编程人员编出的数控程序加工工件。将工件型线加工好后,在叶片上钻出各个截面线的标记,以便工件检查型线用。并在叶片的进、出水边分别各测量三个找正用的基准点,基准点间的距离选择应大些。将六个基准点作明显的标记,并打上样冲眼,记录好坐标值。再复测一次六个找正基准点的坐标。在加工时,先加工叶片的表面型线(正面或背面),根据叶片的加工余量排刀,并考虑机床的效率,保证每刀之间的“刀峰”小于2mm,粗铣排刀宽度为100~120mm,精铣排刀宽度为50~60mm,这样铲磨量较小,机床效率高。根据程序的编排,可以先加工进、出水边与上冠、下环的相关线及坡口。型面加工合格后,将叶片需要检查的截面线由数控机床用直径5mm钻头钻出。加工过程如图4所示。
(5)叶片的检查 叶片在数控机床上加工后,采用三维划线机检查叶片正、背面型线(见图5),将测得的数据值与理论值进行比较,测得的结果满足设计要求。

2.工艺技术分析
岩滩叶片在加工过程中,遇到了许多工艺技术问题,我们对此一一地进行了解决,这些问题的顺利解决保证了叶片的加工质量和生产周期。
(1)粗、精铣一次全部加工完成 岩滩叶片为保证加工质量和精度,初步确定粗、精加工分工序进行,但数控加工过程中由于生产周期紧,粗、精铣分开将增加装胎和测量、找正的时间,叶片将不能按期交货。在保证加工质量的前提下,根据叶片实际加工情况,特别是毛坯热处理质量较好的叶片,采用粗、精铣一次加工完成。在一面精加工完成后,工件翻身并测量找正点,如果没有变形,则另一面粗、精铣一次完成。在叶片表面有缺陷和变形的情况下可考虑粗、精铣分开进行。
(2)叶片的变形控制 叶片的变形是数控加工中遇到的主要问题。叶片在粗加工后产生变形主要有两个原因:一是叶片毛坯加工前大面积补焊,补焊后退火工作没有进行,或退火质量不好,造成应力没有完全释放;二是叶片毛坯加工前大面积气刨,表面高温冷却后形成应力集中,即表面层应力,叶片没有进行退火。
岩滩叶片5#、6#毛坯余量处理完后,由于以上原因,出现了局部10~15mm的变形,加工中工件表面硬度很高,浪费成本和生产周期,后经校型满足了设计要求。根据实践验证对后几个补焊和气刨的叶片严格控制二次退火质量,没有发生叶片的变形。
(3)叶片的毛坯余量控制 为保证叶片数控加工的质量和提高效率,将叶片正、背面加工余量严格控制在8~15mm之间,周边余量控制在25mm以内。在满足机组性能的前提下叶片应尽可能的采取简单的坡口形式,以使割坡口时余量易于控制,同时辅以样板检查的方法有效地控制坡口的余量。
(4)数控程序的编制 岩滩叶片的编程难度很大,主要难度在于叶片即使处于最平缓的位置放置,其出水边曲率变化仍较大,一个程序无法满足叶片在出水边一个完整曲面的加工,稍不注意就会发生铣头和叶片干涉的现象,使加工无法进行。以编程人员为主,产品工艺积极配合,展开了技术攻关,编制相应的独立程序,在曲面相接处各自退刀,最终轨迹拟合,形成一个完整的曲面。
- 上一篇文章:数控强力成形磨床加工技术
- 下一篇文章:五轴加工中心在汽车模具制造中的应用