



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

水轮机转轮叶片的数控加工技术
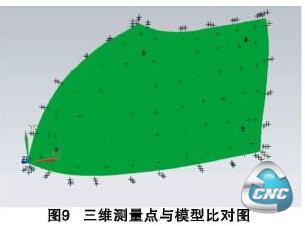
三、混流转轮叶片毛坯测量在数控加工之前, 需要对叶片毛坯进行三维测量( 见图9 )。通过三维模型与毛坯比对, 从而准确的掌握叶片毛坯的余量分布情况, 经过近几年数控测量技术的发展, 大致有样板测量法, 经纬仪测量法, 机械式刻度测量机测量法, 机床测量法, 三座标测量机测量法, 关节臂测量法, 激光跟踪仪测量法, 照相系统测量法等确定毛坯加工余量。尤其三座标测量机、关节臂、激光跟踪仪等测量法是近年来最常用的方法, 通过计算机三维比对软件和逆向技术, 可以非常精确的确定毛坯的余量分布。
四、数控机床和刀具的选择根据我公司现状,对叶片的加工我们选择三轴立式加工中心锉铣床进行加工( 见图10 ), 主要选择的依据有三点: 一是从叶片三维形状看,其本身是具有雕塑形状的复杂曲面, 必须选择三轴或三轴以上联动机床才能满足加工要求; 二是从加工用的刀具看, 经常需要换刀加工, 而加工中心机床具有多个安装刀具位置即刀库, 可事先将需要的刀具( 见图1 1) 按顺序安装其上, 不用换刀再对刀, 实现一次装夹就可完成全部加工; 三是根据工件的大小, 选择工作台面较大的立式加工中心就能满足加工要求; 四是根据工件装夹位置和刀具的切削方式可靠和方便选择机床主轴形式( 卧式或立式)。

经过多年不断摸索试验, 在刀具选择上, 我们选择国外厂家的刀具性价比都比较高, 一般仿型铣刀加工能达到很高的性价比和加工质量。
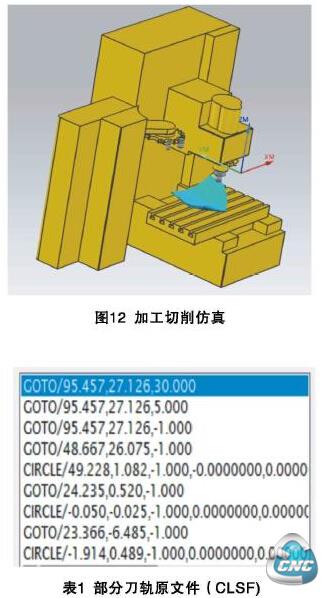
五、数控程序编制、数控仿真及程序生成传输数控程序编制分为在机床数控系统中手编和计算机机编后导人数控系统两种方式。对于不规则复杂曲面加工程序, 必须采用计算机加工软件编制, 常用软件几乎都为国外的一些编程软件, 主要有U G 、p r o zE、。im a t r o n 、Pwo eMr IL 等, 国内有c A x A( 见图12、图1 3)。
根据各种软件的加工流程, 不同软件有不同的加工方式, 通常加工曲面用3 D层铣作粗铣, 用随型铣进行精铣。用计算机编制流程如下:( )l 加工方式选择。( 2 ) 模型毛坯导人斗( 3) 加工面选择斗( 4 ) 机床参数设定。( 5 ) 刀具参数设定一( 6 ) 计算生成、( 7 ) 仿真模拟加工。( 8) 后处理文件编制。( 9 ) 后处理编译机床数控程序。( 10 ) 传输人机床至叶片加工。

结束语
转轮叶片及其他零部件的数控加工是水电机械产品跨入现代化加工的重要标志,是电力装备企业的一个较大技术进步,是电力装备企业的一个较大技术进步,随着计算机技术、数控加工技术、信息工程技术的不断发展,各式各样的数控机床、机器人智能生产将更大范围的取代传统落后的人工操作方式。
- 上一篇文章:数控系统电气故障诊断与检修
- 下一篇文章:如何处理FANUC OM数控系统参数丢失