



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

Fanuc α系列伺服驱动在CT40型数控车床改造上的应用
三、CT40型数控车床伺服系统的升级改造
1.了解原有数控系统的性能,确定操作者对机床性能的要求
CT40数控车床是1988年德国Gildmeister公司生产的设备,所配备的数控系统是Datapilo EPL2系统,仅有德语一种语言显示。近20年来,CT40始终用于数控车床编程与操作教学演示及单件小批量中等复杂程度零件的加工。虽然使用年限已较长,但机床机械部分的性能仍十分可靠,但控制系统的使用寿命已到极限,突出表现在:显示器亮度很差,几乎看不清显示信息,无法买到与CNC系统中显示接口匹配的显示器;机床的最大进给速度为10m/min、最大切削进给速度为5m/min,伺服系统的性能已不能满足实际生产中加工工艺的要求;数控系统早已停产,数控系统一旦出现故障,无法买到配件。为了最大限度的利用资源、发挥机床机械性能可靠的优势,同时从根本上排除各种故障、改变数控系统的操作方式及编程规则不具有普遍性对数控编程教学演示的影响、提高伺服系统的性能,扩大CT40在教学和生产中的使用范围,结合项目预算,确定了保留机床机械结构、重新开发机床控制系统的方案。
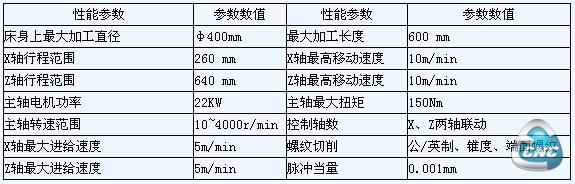
经分析,表1所列机床参数是实施改造项目应重点保证的功能项目。
表1 CT40数控车床主要性能参数
2.结合机床机械结构及功率要求进行伺服系统设计
机床X、Z两轴的伺服电动机型号均为Simens 1FT 5064-0AC,按照西门子技术手册中的数据可知:机床要求X、&, lt;, SPAN lang=EN-US>Z两轴的额定扭矩均为:4.7NM、两轴静扭矩范围为4.5~5.5NM;电动机额定转速2000rpm。
伺服电机型号的选择:电机型号的选择应综合考虑电机扭矩、电机的外形尺寸、轴的连接形式、编码器的型号,以便在安装后调整参数。根据CT40机床扭矩及功率要求,选用α系列交流伺服电动机,电动机的扭矩和功率适当大于机床额定扭矩和功率。Fanuc系统手册提供的各型号电动机的技术参数如表2所示,选取α6/2000。
伺服驱动单元的选择:伺服驱动单元是在电机选择完成后,根据系统厂家提供的规格手册进行选择。如表3所示为Fanuc-AC servo motor各型号电机对应的伺服参数。电机外形尺寸。
表2 各型号伺服电动机技术参数
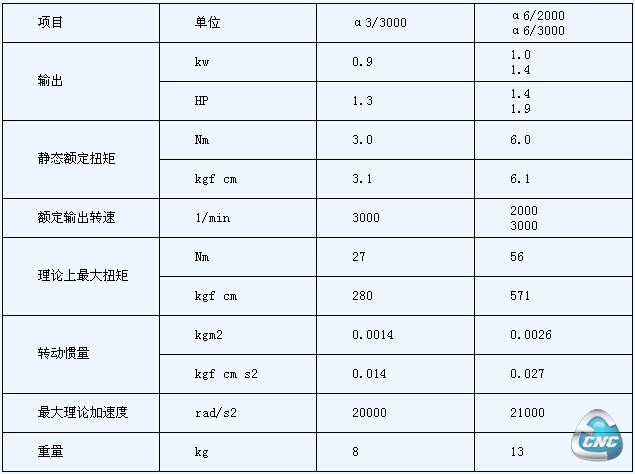
从电机外形尺寸可见,α6/2000交流伺服电机与CT40机械结构匹配、轴的连接均可顺利实现安装。
3.伺服系统初始化参数调试
在完成了伺服系统硬件安装后,数控系统第一次上电时,必须进行数控系统参数、伺服系统参数、主轴控制参数的初始化调试,以及PLC编程等软件方面的初始化调试操作。如表3所示为CT40型数控车床伺服系统升级改造时,伺服系统参数的初始化设置及其含义。
表3 伺服系统初始化参数

在实际进行伺服系统参数初始化调试时,应在了解伺服系统初始化参数的含义的基础上,结合机床配置的机电部件重要技术参数,完成调试操作。
四、结束语
目前市场上数控系统的类型、品牌比较多,选择前首先应对拟改造的数控机床的功能有一个充分的了解,依据功能满足、技术先进、服务方便的原则选择数控系统。尤其在数控系统的功能选择上,不应单纯追求数控系统的高性能指标,而是要注重较高的性能价格比。所选用的数控系统所具有的功能应与准备改造的数控机床原有的性能相匹配,尽量减少过剩的数控功能,因为数控系统功能过剩,一方面浪费资金,另一方面还可能带来由于数控系统复杂程度的增加而带来故障率升高的隐患。
随着数控机床的发展,机械和控制系统的结构越来越简单,系统调试和维修人员能够处理的硬件越来越少,而对各类软件的使用要求越来越高。在进行机床数控系统的升级改造时,越来越要求现场工程技术人员利用专业软件,配合完成系统初始化调试,例如Fanuc Ladder III PLC编程软件、Siemens STEP-7 PLC编程软件、Siemens Sino ComU软件就是要求从事系统改造与调试的工程师掌握的专业软件。
- 上一篇文章:涡轮盘榫槽边缘数控复合光整加工工艺
- 下一篇文章:水轮机转轮叶片的数控加工技术