

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

涡轮盘榫槽边缘数控复合光整加工工艺
本文对涡轮盘榫槽边缘数控复合光整加工工艺技术进行了专题研究,采用数控铣削和端面刷自动抛光的复合加工方法,突破了榫槽边缘光整加工的技术瓶颈,为以后类似零件的加工提供了宝贵的经验。
2.3 涡轮盘榫槽边缘复合光整加工工艺
高温合金涡轮盘榫槽狭窄,铣刀加工过程中,极易产生干涉碰撞,倒圆部位表面粗糙度要求严格Ra≤0.8,故选用数控铣和刷子自动抛光的复合加工方法,共同完成榫槽边缘自动倒圆光整加工。
(1)确定榫槽光整设备、夹具结构
设备:自动倒角机,如图2所示,产地:瑞士。

图2自动倒角机
夹具:采用了组合设计理念,结构设计非常合理,可满足不同孔径盘件的装夹要求,装卸方便,加紧可靠,如图3所示。

图3 组合夹具
(2)确定榫槽光整工具结构
采用一种硬质合金铣刀专用铣刀,用于去除榫槽边缘大部分余量;采用两种标准金刚石粗、细端面刷,用于边缘圆整与抛光。如图4、图5所示。

图4 专用铣刀 图5 端面刷
(3)复合光整模拟仿真
为了防止刀具干涉,避免刀具走轮廓时碰撞,加工试件前,采用VIRCUT模拟仿真软件,建立零件模型,编制数控程序,模拟仿真加工倒圆, 试验加工过程如图6所示,为数控倒圆角防真图。
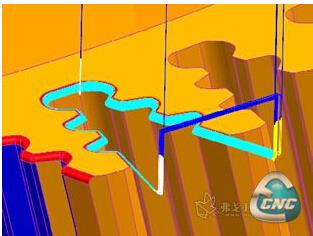
图6数控倒圆角仿真图
本文来源于互联网,e-works本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:FANUC数控系统参数在数控机床维护中的应用
- 下一篇文章:数控系统电气故障诊断与检修