



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

航空薄壁件的刀具偏摆数控补偿加工技术
2)加工变形模拟分析
本文选择如图3所示的薄壁结构作为研究试件。工件材料为7075-T6,杨氏模量E=77Gpa,泊松比g=0.33;刀具型号为F1832E.W.16.Z3.26.45.W

图3 刀具和工件的有限元模型
对于加工变形的精确计算,需要综合考虑工件和刀具在切削过程中的加工变形大小。在建模过程中,可以将工件简化为一个底端带有固定约束的直侧壁来进行分析;而将刀具简化为一个悬臂梁。加载人切削力、约束以及输人材料特性参数,并根据加工精度要求划分单元网格(如图3)。
在 ANSYS中对其模拟分析加工变形情况,理论计算结果与实际加工测量结果如图4所示。显然,理论分析计算结果与实验结果基本吻合。
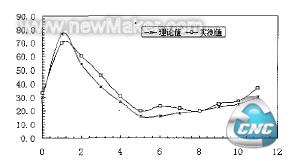
图4 工件沿刀具轴线方向各节点变形
3)刀具偏摆数控补偿
通过加工变形模拟分析,得到的工件在加工过程中的变形分布状况和趋势。由于加工变形产生让刀误差,其结果必然产生一定的尺寸误差(如图5(a))。为了有效补偿这种因上件刚性不足而产生的加工变形,可以让刀具偏摆一定的角度(如图5(b))。刀具偏摆数控补偿,即是根据模拟分析加工变形的大小,在数控编程时让刀具在原有走刀轨迹中按变形程度附加连续偏摆,补偿因变形而产生的让刀量。通过刀具偏摆数控补偿,可以将让刀残余材料基本切除,一次走刀即可保证薄壁件壁厚精度。
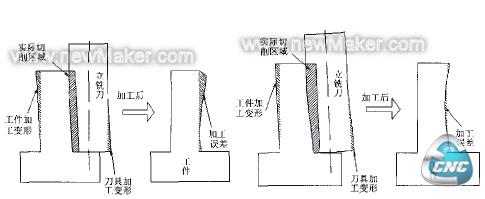
(a)刀具不倾斜时(b)刀具倾斜时
图5 刀具铣削示意图
2 加工实例与结果
为了验证刀具偏摆数控补偿方案的可行性,故安排了一定的实验工作。当由3mm壁厚加工出2mm壁厚时,根据实际加工要求和加工参数,通过理论计算,在数控编程时,将刀具倾斜0.05度。加工后,沿刀具轴线方向在薄壁上每隔2mm测量工件的壁厚(如图6)。实验研究结果表明,在刀具倾斜的情况下,零件的加工尺寸精度较高。
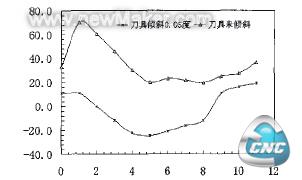
图6 试件沿刀具轴线方向加工误差曲线
3 结论
从以上实验可以看出,对于薄壁零件的加工,将刀具倾斜一定角度以后,通过一次走刀,可将试件的加工精度控制在允许范围以内。对于不同的工件,可通过有限元模拟加工变形值的大小,实施刀具的连续数控偏摆补偿,则可以补偿因变形而产生的让刀误差,一次走刀即可保证薄壁件的加工精度,避免了多次空走刀和人工修整,从而达到高效、经济、优质加工薄壁零件的目的。刀具偏摆数控补偿方案是一种有效的提高薄壁零件数控加工质量和加工效率的加工方法。
- 上一篇文章:带旋转三割炬火焰切割机数控系统的研究
- 下一篇文章:数控机床数控系统的安装调试注意事项