



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

大型混流式叶片的多轴联动数控加工编程技术
3. 叶片五轴联动加工刀位轨迹的生成
针对大型混流式叶片各曲面的特点,进行合理的刀位轨迹规划和计算,是使所生成的刀位轨迹无干涉、无碰撞、稳定性好、编程效率高的关键。由于五轴加工的刀具位置和刀具轴线方向是变化的,因此五轴加工的是由工件坐标系中的刀位点位置矢量和刀具轴线方向矢量组成,刀轴可通过前倾角和倾斜角来控制,于是我们可根据曲面在切削点处的局部坐标计算出刀位矢量和刀轴矢量。从加工效率、表面质量和切削工艺性能来看,选择沿叶片造型的参数线作为铣削加工的方向分多次粗铣和一次精铣,然后划分加工区域,定义与机床有关的参数,根据以上所选叶片的加工部位、装夹定位方式、机床、刀具及切削参数和余量分布情况将叶片分为多个组合面分别进行加工。通过对曲面曲率的分布情况的分析对于不同的区域采用不同的面铣刀。粗加工给出每次加工的余量,精加工采用同一直径的铣刀,根据粗糙度要求给定残余高度,根据具体情况选择切削类型、切削参数、刀轴方向、进退刀方式等参数,生成的刀位轨迹如图3所示。但是对于像叶片这样的曲率变化很大而又不均匀的雕塑曲面零件我们还要根据情况作大量的刀位编辑,并且必须进一步通过切削仿真做干涉和碰撞检查修改和编辑刀轨。
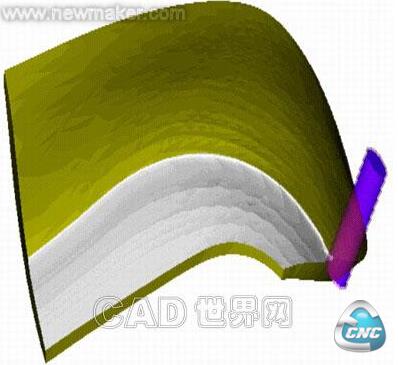
图3 混流式叶片的刀轨生成
4.叶片五轴联动数控加工仿真
数控加工仿真通过软件模拟加工环境、刀具路径与材料切除过程来检验并优化加工程序,在计算机上仿真验证多轴联动加工的刀具轨迹,辅助进行加工刀具干涉检查和机床与叶片的碰撞检查,取代试切削或试加工过程,可大大地降低制造成本,并缩短研制周期,避免加工设备与叶片和夹具等的碰撞,保证加工过程的安全。加工零件的NC代码在投入实际的加工之前通常需要进行试切,水轮机叶片是非常复杂的雕塑曲面体,开发利用数控加工仿真技术是其成功采用五轴联动数控加工的关键。在此,我们首先进行工艺系统分析,明确机床CNC系统型号、机床结构形式和尺寸、机床运动原理和机床坐标系统,用三维CAD软件建立机床运动部件和固定部件的实体几何模型,并转换成仿真软件可用的格式,然后建立刀具库,在仿真软件中新建用户文件,设置所用CNC系统,并建立机床运动模型,即部件树,添加各部件的几何模型,并准确定位,最后设置机床参数。 接下来将叶片模型变换到加工位置计算出刀具轨迹,再以此轨迹进行叶片切削过程、刀位轨迹和机床运动的三维动态仿真。这样就可以清楚的监控到叶片加工过程中的过切与欠切、刀杆和联接系统与叶片、机床各运动部件与叶片和夹具间的干涉碰撞,从而保证了数控编程的质量,减少了试切的工作量和劳动强度,提高了编程的一次成功率,缩短了产品设计和加工周期,大大提高生产效率,如在数控加工行业进行推广,可产生巨大的经济和社会效益。叶片的切削仿真如图4所示,叶片的机床加工仿真如图5所示。
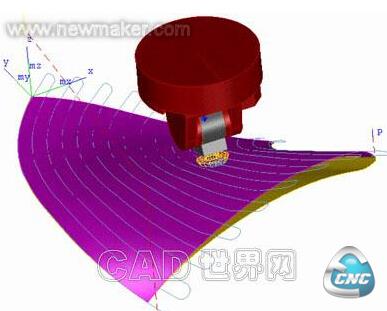
图4 混流式叶片的切削仿真
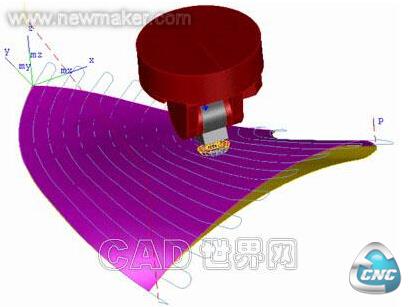
图5混流式叶片的机床加工仿真
5.叶片刀位轨迹的后置处理
后置处理使数控编程的一个重要内容,它将我们前面生成的刀位数据转换成适合具体机床的数据。后处理最基本的两个要素就是刀轨数据和后处理器。我们应首先了解龙门移动式五坐标数控铣镗床的结构、机床配备的附属设备、机床具备的功能及功能实现的方式和机床配备的数控系统,熟悉该系统的NC编程包括功能代码的组成、含义。然后应用通用后置处理器导向模板,根据以上掌握的知识,开发定制专用后置处理器。然后将我们已得刀位源文件进行输入转换成可控制机床加工的NC代码。
三、结束语
复杂曲面的多轴联动数控编程是一涉及到众多领域知识的复杂流程,是数字化仿真及优化的过程。本文介绍的大型水轮机叶片的多轴联动编程技术,已用于工程实际大型叶片的数控编程中,实现了大型转轮叶片的五轴联动数控加工的刀位轨迹计算和加工仿真,保证了后续数控加工的质量和效率,已作为大型水轮机叶片五轴联动数控加工的编程工具用于实际生产中。
- 上一篇文章:数控系统加减速控制功能对精度的影响
- 下一篇文章:带旋转三割炬火焰切割机数控系统的研究