



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控技术在波纹板成型模的应用
3.2.2 成型磨削工艺
波纹板模具数控铣加工后,在成型磨削时,工具磨床选用M9116,砂轮修成与齿型相似,并配以专用夹具进行成型磨削,见图2。上下模夹具为两种,根据上下模轨迹不同,选用不同的夹具。
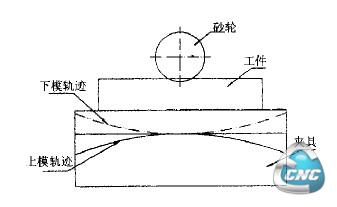
图2 成型磨削示意图
3.2.2.1 砂轮形状的修磨
砂轮形状修磨的质量直接影响到模具型面的加工质量,砂轮形状见图3。
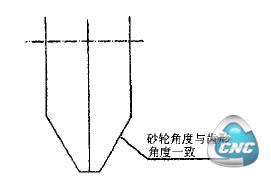
图3 砂轮形状图
3.2.2.2 设计制造专用工装夹具
根据零件结构形状,为解决成型齿加工问题,考虑设计制造一专用夹具以满足齿加工最终成型需要。夹具结构见图4-a根据上下模轨迹不同更换不同的夹具。
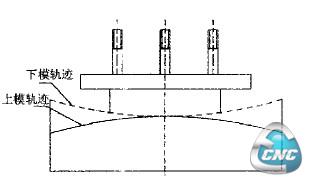
图4 夹具结构示意图
4 普通铣加工与数控铣加工比较
4.1 普通铣加工工艺
普通铣床铣齿去余量,在铣加工之前,钳工先在两个垂直平面划线,然后铣工根据划线铣齿形状,在Z向上只有凭工人的感觉及加工经验进刀,这样,势必造成余量不均匀,给磨削带来很大的加工余量,延长制造周期。普通铣床铣齿形状见图5。
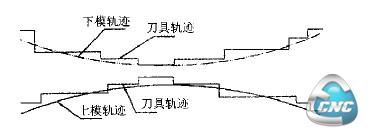
图5 普通铣床铣齿形状
如图可见,有的地方还远离曲线轨迹,而有的地方已将轨迹加工到,这样,磨削时必须将曲线轨迹下降,但影响到模块的高度尺寸。
4.2 数控铣加工工艺
数控铣加工是选用数控加工中心设备铣齿,这样加工出来的齿形均匀,能控制图纸要求的齿底型面轨迹,从而保证各齿尺寸余量均匀,齿形粗加工后再选用专用夹具对各齿形及端面进行成型磨削,一很容易满足理论型面轨迹,从而达到图样要求。数控加工中心铣齿形状见图6。
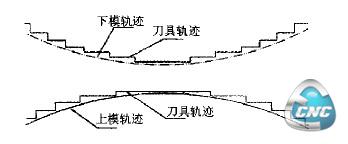
图6 数控加工中心铣齿形状
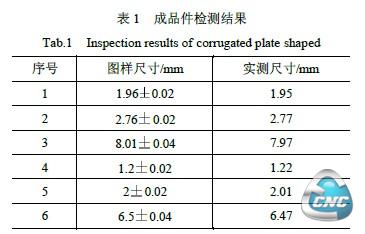
5 成品件试验及检测结果
上下模块加工合格后,与上下模板、导柱、导套、卸料板等配套组装,调整问隙均匀后进行模具试验,试验结果能很好的满足图样要求。成品零件检测结果见表1。
6 结论
用数控加工技术加工型面复杂的波纹板成型模具,不仅加工质量一致性好,而目_减轻了工人的劳动强度,缩短了制造周期。过去生产一套波纹板仅阴阳模就需用近3个月的时问,而现在仅需20天的时问,大大的提高了生产效率。也带来一定的经济效益,仅一套波纹板成型模就节约资金近万元。
- 第1页:数控技术在波纹板成型模的应用(1)
- 第2页:成型磨削工艺
- 上一篇文章:基于PMAC数控激光加工系统光粉一体化控制
- 下一篇文章:数控纵切机床智能CAPP系统与工艺决策