



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

面向数控机床的PLC技术研究与应用
2.2 G01速度倍率的处理
加工过程中,操作人员根据工况调整加工速度,在程序不修改的条件下,倍率旋钮的调节颇为重要。速度倍率功能的设计,采用了一个倍率旋转开关,通过进给速度倍率开关选择百分比(%)来增加或减少编程进给速度,切削进给速度倍率信号共有8位二进制编码信号(倍率值在0~254%内以1%为单位选择),G01速度倍率控制梯形图如图4所示。FANUC 0i系统切削进给速度倍率信号地址为G12。倍率开关采用数字式波段开关,倍率开关的输入信号地址为X1.0,X1.1,X1.2,X1.3,通过代码转换指令CODB把开关位置指定表格的数据转换成二进制数值传送至G12中。由于切削进给速度倍率信号为负逻辑控制,所以表格数据用负数表示,负数在二进制中以补码表示,倍率值为0~150%。
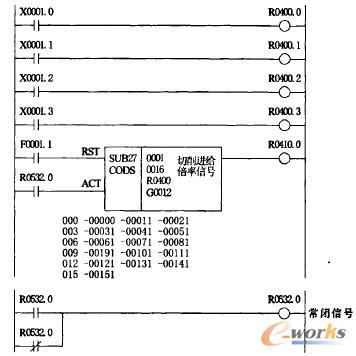
图4 G01速度倍率控制梯形图
3 PMC的故障诊断方法
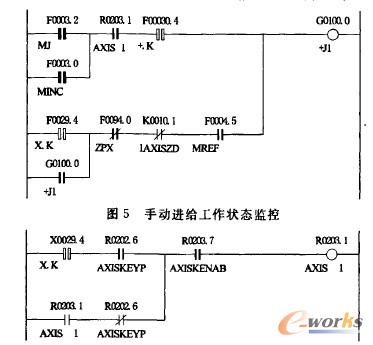
由PMC控制的输入输出故障是数控机床运行过程中最常见的故障。利用PMC进行故障诊断,首先要找出各个故障点对应输入输出信号,进而查询梯形图中的逻辑处理,“顺藤摸瓜”地一步步往上查。最终确定故障原因。如图5所示,操作人员按机床面板+X按钮想让刀架往+X方向运行,但机床不动。对于这类故障,一般的诊断流程是3种:
3.1 打开梯形图界面。搜索信号G10 0.0
G10 0.0是发动给数控系统的+X方向控制信号,在线诊断该信号显示为低电平,没有输出,说明信号R203.1没有导通。
3.2 查R203.1线圈信号
按如图6所示的检索情况,发现按动面板+X按钮信号X29.4无变化,则输入信号没有接收到。
3.3 查机床电气原理图
机床电气原理图详细绘制了机床各个模块之间的连接关系,是机床维修人员的重要工具。通过查找测量,发现+X运行失效的原因是面板后面的控制信号线断线,经过处理故障排除。
4 结束语
数控机床是集成度较高的自动化系统。通过对具体问题的分析,可以发现通过研究数控机床PLC程序,一方面有助于数控机床故障的定位。特别是在定位数控机床外围故障上,这种方法有着积极的作用;另一方面可以通过修改PMC程序和参数来修正、改善数控机床的功能,提高数控机床的性能。
- 第1页:面向数控机床的PLC技术研究与应用(1)
- 第2页:G01速度倍率的处理
- 上一篇文章:数控技术专业数学课程设置和暴露出的主要问题
- 下一篇文章:数控电火花加工自动编程系统