



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

华中-I型数控系统后置处理研究与开发
2 后处理程序HZI1PST编制
由于刀位文件由软件根据几何造型和规划路径自动计算生成, 属于前置处理过程, 我们只需定义自己的后处理配置文件3 1PST即可。一般将其定义为HZI1PST。
2.1 后处理配置文件的格式
MasterCAM系统后处理配置文件后缀统一是*.PST, 由11个部分组成。
(1) 注解。使用后置处理的有关注释和信息,在程序的每一行前用符号“#”开头, 其后的文字注解不影响程序的执行。
(2) 调试帮助。插入变量bug1、bug2、bug3、bug4和whatno来调试后置处理器, 并在屏幕上显示相关资料。如:
bug1: 2 # 0 = No disp lay, 2 = Editor表示变量bug1为0时不显示NC代码, 为2时则进入NC编辑器。
(3) 格式描述。定义所使用变量的数据类型,在“格式指定”前必须先对变量进行“格式描述”。如图2所示。
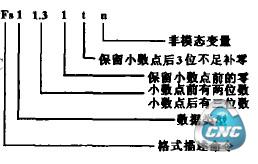
图2 格式描述
(4) 格式指定。指定变量的数据类型和该变量输出到NC文件的前缀, 输出NC文件没有使用到的变量可不指定。如图3所示。

图3 格式指定
在“ fmt D 4tloffno”直径补偿变量的格式指定中, fmt 表示格式指定命令, tloffno 为直径补偿变量, 转换成NC文件后, tloffno 的前缀为D, 即刀具直径补偿字的英文代码D, 4为数据类型(整数, 数值前没有零) 。
(5) 初始值。执行后置处理程序时, 指定特定的数值给程序已定义或用户自定义的变量。选择固定循环采用长、短的代码, 此外还定义全部的公式。frrapad: 300 表示为快速进给速度300mm /min;seqmax: 9999表示允许的最大行号N9999。
(6) 问题定义。在后处理期间, 插入一个问题给后置处理程序执行。
FQ l 100 表示在N100处插入一个问题。
(7) 表格查找。定义一个可查的表格, 以便于从所列表格的整数中能选择所需的数值。flktbl 3 2 表示定义表3, 且此表有2项。
(8) 字符串列表。字符串起始字母为S, 可以依照数值选取字符串, 字符串可以由两个或更多的字符来组成。字符串S17 表示指定XY加工平面, NC 程序输出G17, SM08定义M08。
(9) 用户自定义的后处理块。此后处理块由用户将一个或多个后处理行组成, 用于把NC程序有组织地排列。
N100 G41 G01 X1 Y9 F10, 如图4所示。
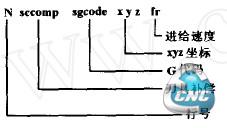
图4 用户自定义的后处理块
(10) 预定义的后处理块。在NC 程序的文件开始、刀具更换、固定循环、文件结尾和刀具运动等部分, 用预先定义的格式来组织、规划。
(11) 系统问题。系统容许用户对后置处理的设置做少许修改。如Rap id federate 300 表示进给速度默认为300mm /min。
2.2 PST文件的变量
MasterCAM的PST文件中变量一般分成位置变量、运动和刀具变量、补偿和偏移变量、固定循环变量、杂项参数变量以及字符串和目标变量6组。如字符串和目标变量组中变量spdlon 用于主轴旋转变量,smcool用于冷却液开关变量。
- 第1页:华中-I型数控系统后置处理研究与开发(1)
- 第2页:后处理程序HZI1PST编制
- 第3页:后置处理程序的实现
- 上一篇文章:浅谈工业电气化中数控技术的创新应用
- 下一篇文章:五轴复合激光加工机床后置处理方法的研究