



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

多头切割机数控技术开发和应用
2 数控多头切割机的技术应用开发
数控多头切割机的引进,对船体放样工作带来了新的变化,原来光踪套料的流程已经不适合新的变化。针对数控多头切割机套料流程的改变,在Tribon M3系统中,我们进行二次开发,使用新的方式来解决流程的问题,使船体放样在Tribon M3系统套料和数控多头切割机有机地联系起来。化成每个零件的切割代码。
2.1 切割代码转化
船体放样是使用Tribon M3系统的Nesting模块进行套料,并且生成套料板的切割代码文件,在套料过程中,批量切割的零件在套料板只需要套一个(如图5)。数控多头切割机由于是批量切割零件,也只需要提供单个零件的切割代码。现在的问题是,如何将整张套料板的切割代码转。
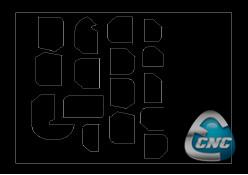
图5 批量切割零件套一件
在整张套料板的切割代码中,每个零件的切割开始的代码是以“M07”为标志,切割结束的代码是以“M08”为标志,见图6。因此,通过Tribon M3系统二次开发,我们把整张套料板的切割代码一节节地截取,然后转化成一个个零件的切割代码并以零件名保存起来,见图7。
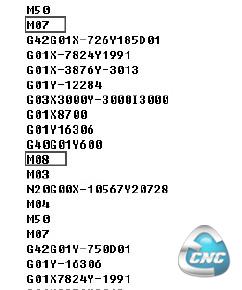
图6 整张套料板切割代码标志

图7 转化成单个零件的切割代码
2.2 生成套料草图
为了方便数控多头切割机操作人对零件的形状,我们还需要提供一份草图。该草图的比例是1: 10,适合A3大小.草图的零件信氛按序号用列表显示,见图8。
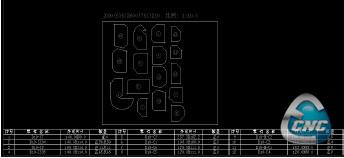
图8 套料草图
在Tribon M3系统中,对套料草图的形式进行二次开发,首先要读取零件的信息,我们通过重量重心表抽取零件的数量、外形尺寸等等信息,并保存起来。其次要标注零件的序号和生成零件列表,我们通过读取套料板的切割代码,获得零件的切割顺序,按零件切割的先后顺序给零件排序,然后把零件的信息和序号一一对应起来,生成零件列表。
2.3 生成零件清单
除了套料草图,还需要提供一些准确的零件清单给现场,一般我们使用Bxcel来做表格清单,因此,我们使用VBA编程进行开发。在VBA编码的界面中,见图9,通过读取重量重心表和套料板切割代码进行分析,按照零件的切割顺序,把零件的信息一一列出来,生成零件清单,见图10。
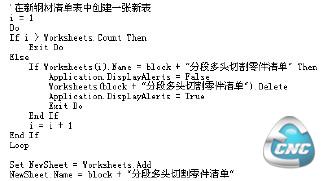
图9 VBA编码代码

图10 零件清单
2.4 整合功能实现集成应用
为了使船体放样人员方便操作,以上二次开发在Tribon M3系统中整合成一个工具R(如图11),使用该工具可以一次完成。

图11 整合工具R
船体放样人员进行数控多头切割机零件套料的步骤:W通过二次开发工具读取重量重心表,把零件的信息保存起来;(2)使用二次开发的工具把读取到的零件导人到Nesting模块中进行套料;(3)生成切割代码;(4)使用工具R完成切nJ代码转化、生成套料草图和零件清单;(5)单个零件的切割代码保存在每条船的工程目录中,直接把该这些文件通过SPDM系统(船舶产品数据管理系统一船体分系统)切割指令管理模块发送到现场;(6)套料草图和零件清单把格式完善后,再发放给有关施工部门。
3 结束语
数控多头切割机在批量切割零件上操作方便、快速高效、精度控制好、节省成本,如果在技术上能应用好该机器设备,就可以为现场生产提高效率。经过我们的努力开发,数控多头切割机和Tribon M3系统Nesting套料模块有机地集成起来,这样数控多头切割机能够史好地为我们服务。现在数控多头切割机在37 500 DWT化学品/成品油船上已经成功服务于生产,我相信只要我们努力研究开发,克服技术困难,一定能够不断提高公司的生产效率。
- 第1页:多头切割机数控技术开发和应用(1)
- 第2页:数控多头切割机的技术应用开发
- 上一篇文章:浅析西门子数控系统
- 下一篇文章:基于数控技术变齿厚蜗杆加工