



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

非圆齿轮的滚齿加工数控技术研究
3 数控系统构建
3.1 硬件组成
滚齿机数控系统的硬件组成如下:
研华工控的IPC-610 H原装整机标准工控机(IPC-610H工控机选用PCA-6003 V主板和Intel PIII100f)微处理器,该机具有7个PCI插槽、2个1SA插槽,2个串口和2个USB接口,这些资源足够以后对系统的扩充和升级),16口输六丫输出双向光电隔离板,驱动单元及步进电机。硬件通用程度高,结构简单,价格便宜,且能保证工作稳定可靠且调试方便。
3.2 软件设计
数控系统采用模块化结构设计的功能分割法,将各种控制功能都当作任务,编制成相对独立的程序模块,通过系统程序将各项功能联系成一个整体。为了利于用户操作,采用了汉字界面,同时设计有非圆齿轮参数化自动编程功能,输入待加工工件参数,可以自动生成加工程序,从而实现编程与加工一体化。
在进行系统程序设计时,采用了模块化和子程序嵌套技术。程序为3层结构,上层为系统总控程序;中间为各专用功能模块程序;底层为与操作系统有关的函数库和通信模块等等。图2为整个软件系统的构架框图。
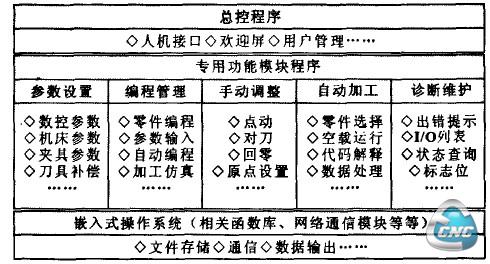
图2系统软件程序框图
3.3 系统通讯方式
系统采用了基于CAN总线的模块化结构的通信方案。模块化结构的开放式数控系统,在单元化结构的人机界面与现场设备层之间增加了功能模块层。将现场设备按功能类型划分成若干功能模块,然后由相应的功能模块实现对这些现场总线设备的管理,完成基本控制功能或协调功能,执行各种控制算法。同时,由开放式人机接口对这些模块进行管理和组态。其控制系统结构如图3所示。
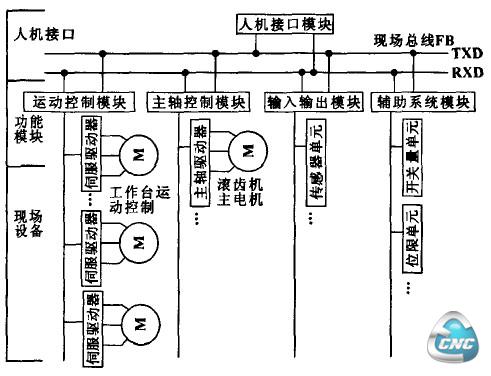
图3基于现场总线的模块化结构通信方式
模块化控制系统结构要比传统单元化的结构复杂,系统的扩展、伸缩也不如单元化灵活。但它将单元化结构的主控单元重新进行细分,并用相应的硬件模块来实现。同时,主控单元功能缩简化为人机接口模块。对于数控系统内部信息中高速、大数据量、强实时性的运动控制信息处理,采用单独运动控制模块来实现控制和同步,从而使总线上信息大为减少,对总线的带宽、实时性的要求大为降低。同时,可以满足一般数据量、有严格时序、高可靠性的数据传输要求。实际应用中选择了结构简单、性能可靠、成本低廉的CAN现场总线模块化结构的通讯接口。在功能模块与现场设备互联的问题上,考虑到市场上支持现场总线接口的数量种类有限,而且价格昂贵,采用可编程I/0来与市场上主流的专用接口伺服系统兼容。如图3所示,左边的电机可分别对应为范成运动电机、进给运动电机、主轴运动电机,它们都采用了相同的模块化结构,实际使用时只需要选择不同型号的电机和设置不同的电机驱动参数即可,具有很好的模块化特性。
- 第1页:非圆齿轮的滚齿加工数控技术研究(1)
- 第2页:数控系统构建
- 第3页:数控系统构建的关键技术
- 上一篇文章:电火花数控线切割加工工艺的数控技术探讨
- 下一篇文章:基于PLC-伺服驱动的位置控制系统设计