



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

HRV控制对数控技术加工质量的作用及方法
2 伺服HRV控制的设定
进行伺服HRV3控制的设定,必须首先进行伺服HRV2的设定。在按照下面的步骤加载伺服HRV2用的标准参数后,如果通过HRV2伺服控制还不能得到令人满意的精度时再根据实际精度的需要选择HRV3的设定。
2.1 伺服HRV2控制设定
设定伺服HRV2控制应通过电机型号加载HRV2标准参数。在没有伺服HRV2控制用电机型号的情形下,可在加载了伺服HRVl用标准参数后,进行下面的计算(FANUC 0I系统):
参数号:2004=0X000011(请勿改变X。)
参数号:2040=HRVl用标准设定值X0.8
参数号:2041=HRVl用标准设定值X1.6
2.2 同一型号电机设置不同电机号。自动产生HRV1.HRV2参数
以电机型号:BiS8 3000为例,将HRV1、HRV2的参数值列入下表比较:

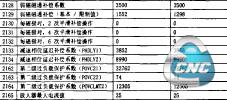
从以上数据可看到:HRV2的电流环积分增益(PK1)、电流环比例增益(PK2)、电流环增益(Plo)比HRVl增大了很多,这样将大大加快电流环的响应时间。
2.3 伺服HRV3控制设定
在设定完伺服HRV2控制之后,进行下面的HRV3设定。
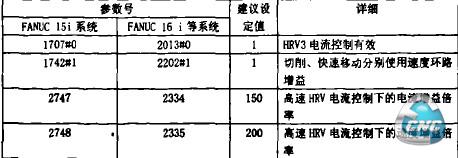
HRV3设定后,操作时应注意以下两点:
1)要使用高速HRV电流控制,需要设定G代码(高速HRV电流控制在G5.4Q1一G5.4Qo之间有效)。
2)对于9080,9081,9086,9085伺服系列,高速HRV3电流控制中的转矩指令被限制在最大70%。
3 结论
通过数控系统的HRV控制,能及时地克服电网电压波动变化对电机速度造成的影响,在速度还未变化前HRV就自动的进行了调节,将外界干扰对系统速度扰动抑制在系统速度未变化前,这样不仅仅大大减轻了速度环和位置环的调节负担,并大大提高了系统的控制精度,起到了速度环和位置环不能替代的作用。
- 上一篇文章:大型精密数控转台关键数控技术分析与应用
- 下一篇文章:用FANUC数控系统实现主轴任意位置的定向功能