



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

浅谈多轴数控技术的编程
2.2 刀具矢量的定义
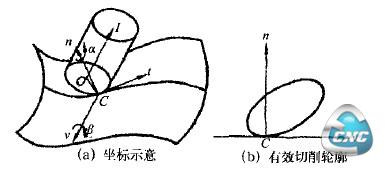
刀轴矢量是指从刀具中心指向刀柄的方向矢量。多轴控制工中,刀具轴线在工件坐标系中的方向一般是不断变化的。常见的刀轴控制方式有:(1)垂直于加工表面形式。一般用于大型平坦的、无干涉凸曲面的端铣加工。刀具轴线始终平行于各切削点处的表面法矢。由于刀具底面紧贴加工表面,从而对切削行之间的残余高度作最大限度的抑制,减少走刀次数,获得较高效率。(2)平行于加工表面形式。主要应用于指纹面的加工,用圆柱或圆锥形刀具侧刃与指纹面母线接触,即刀具轴线或母线始终处于各切削点处的切平面内,所对应的加工方式一般为侧铣,一刀成型,效率高、表面质量好。(3)倾斜于加工表面形式。刀具矢量i在局部坐标系中与坐标轴和坐标平面所构成的两个角度α和β(右图所示)。n为曲面上切触点处的定位法矢,t为曲面上切触点处沿进给方向单位切矢(V=nt),β为前倾角,即刀轴矢量与垂直于进给方向的平面所成的角度,可在端铣加工凹面时防止干涉。α为倾斜角,是指刀轴刀轴倾斜方式与曲面法矢和进给方向组成平面之间的夹角。倾斜方式是刀轴加工的一般控制形式,显现出刀轴控制的复杂性。
2.3多轴数控的后置处理
后置处理主要考虑刀具的长度,机床的结构、工装夹具的尺寸关系以及工件的安装位置等。高质量的数控加工程序,源于周密、细致的技术可行性分析、总体工艺规划和工艺设计。数控加工工艺是数控编程的核心。多轴数控后置处理的主要工作是:(1)机床运动的变换。多轴数控编程生成的刀位数据,是刀具相对于工件坐标系的刀位点位置与刀轴矢量数据。机床运动的变换的作用就是根据具体的机床运动结构将刀位数据转换成为各运动轴的数据。(2)非线性运动误差校验。计算机软件编程系统进行刀位数据计算时,一般是使用离散直线来逼近工件轮廓,由于机床运动的非线性,由机床各运动轴线性合成的实际刀位运动会严重偏离直线。因此,应对该误差进行仿真校验。(3)进给速度校验。多轴加工中,由于存在旋转或摆动运动,其合成速度转换到机床坐标时,会使平动轴速度变换很大,超出机床伺服能力或机床、刀具的负荷能力。故此,还要根据机床伺服能力及切削负载能力进行校验修正。(4)数控加工程序的生成。后置处理程序是由刀位文件读入、后置参数设置、后置方式判定、数据转换、加工程序输出和数据显示等六个步骤来完成的。
3 结束
多轴数控机床结构的复杂性,工艺设计的周密性,编程技术的复合性,机床操作的灵活性,决定了多轴数控机床应用的广泛性。了解并掌握多轴数控机床的结构特点和缡程要点,使多轴数控机床充分发挥其功能,完成高质量,高效率、高精度的零部件加工。
- 第1页:浅谈多轴数控技术的编程(1)
- 第2页:刀具矢量的定义
- 上一篇文章:五轴数控技术在多维曲面零件加工的应用
- 下一篇文章:车铣复合加工的数控技术与应用前景