



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

三菱PLC与伺服驱动器之间的通信
2 PLC与伺服驱动器间的通信过程
在数据通信或网络控制时,驱动器只能以从站的形式接入系统,因此,驱动器只能接收主站的控制命令,并根据命令要求进行相关操作。驱动器与PLC的通信过程如下:
a.PLC执行通信程序,向MR-J3发送控制命令;
b.MR—J3根据控制命令要求,进行数据读出或写入的操作(通信处理),完成后向PLC返回执行结果数据(如返回读出的参数值或命令执行时的错误信息等);
c.PLC执行通信程序,从MR—J3接收执行结果数据,并根据执行结果数据,进行相关处理(数据处理)。
PLC在通过其串行通信模块C24N与MR—J3系列伺服驱动器进行通信时应采用MR—J3的专用协议。该协议下所定义的控制命令格式与执行结果数据格式如图3、图4所示。

图3 MR—J3通信协议下的控制命令格式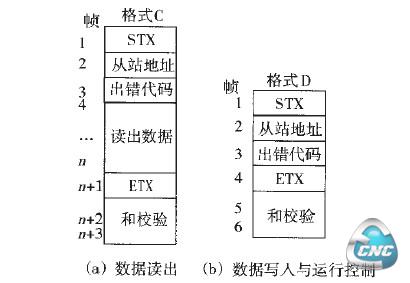
图4 MR—J3通信协议下的执行结果数据格式
PLC执行通信程序,发送格式A或格式B形式的控制命令,同样PLC执行通信程序接收格式C或格式D形式的执行结果数据,来实现与驱动器的通信。其中SOH为控制命令代号;从站地址为对应驱动器的编号;STX为数据开始标志;指令代码规定了驱动器要进行的操作;数据号用于指定参数号、运行参数等;指令数据为1~16帧,用于数据写入与运行控制命令,以发送参数值等;ETX为数据结束标志;读出数据为驱动器内部工作状态数据或参数值;出错代码为命令执行时的错误信息。
鉴于PLC通信程序的编写与调试非常繁杂,三菱电机提供了可视化编程的软件包CX Cconfiguratorsc,该软件用于配置C24系列模块的各种参数和进行编程。所以进行参数设置及通信程序编制都是通过该软件编写的。在编写PLC通信程序前,需先制作发送功能块与接收功能块。利用CX Configurator—SC软件包中的FB Support功能来完成PLC各种功能块的制作。用于通信的发送功能块与接收功能块的制作有三步:
a.制作控制命令格式与执行结果数据格式按照MR—J3通信协议所规定的格式A、格式B制作发送数据帧格式;按照MR—J3通信协议所规定的格式C、格式D制作接收数据帧格式;
b.制作控制命令内容与执行结果数据内容按照格式A或格式B填入相应的发送内容(数据或形参),按照格式C或格式D填入相应的接收内容(数据或形参);
c.制作发送与接收功能块
制作的该功能块用于完成数据发送与接收。在机床的进给驱动中,发送数据主要用于实现电机速度命令给定,接收数据主要用于电机实际运行状态的读取。
最后分别对各功能块进行编译,就可以用其编制PLC通信程序了。
3 结束语
本系统中,PLC通过RS-485总线与多个伺服驱动器、变频器等进行通信,向它们写入控制命令字,读取它们的运行数据。这样能方便地完成对各伺服驱动器、变频器等的运行控制。若配以触摸屏则可以随时控制加工过程,了解工艺参数,对各种故障及时记录并报警。