



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于Fanuc系统的四轴加工中心刀库电气控制
2 换刀系统的控制
在换刀控制时,通常可以将刀具交换分为2个步骤,一是完成搜索刀库中的目标刀具,二是刀具交换的具体动作。刀库刀具交换的PMC控制程序设计主要考虑搜索目标刀具在刀库上的刀套位置,刀库旋转方向(目标刀具所在刀套的最短路径)的判别,从而完成目标刀具的搜索,为刀具的交换做准备。机床的PMC程序通过刀库的接口信号对其进行换刀等一系列动作的控制。图3是加工中心的刀库控制流程。
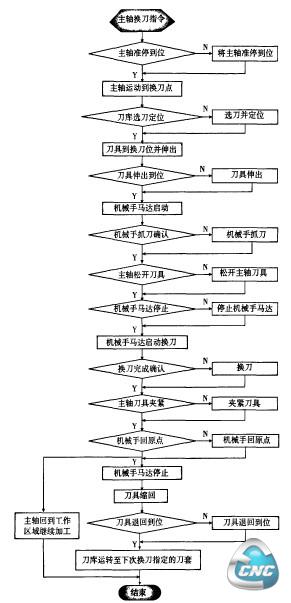
图3刀库控制流程图
2.1 刀库随机换刀时序
(1)因为刀具号和刀座号之间是随机安装的,因此当程序的目标刀号发出后,首先要根据数据表所记录的刀具号和刀座号的对应关系检索出对应的刀座号。
(2)根据目标刀座号和当前位的刀座号计算出旋转步数和旋转方向驱动刀库电机旋转,当前位和目标位一致后停止刀库电机,进行主轴刀具交换。
(3)当刀具交换完成后,更新刀具表上的主轴刀号和当前位的刀号,完成整个换刀时序。
2.2 随机换刀的PMC处理
首先根据刀库的排刀情况建立刀具数据表,Fanuc 0i MC数控系统没有刀具表,刀具表是借用PMC中的数据表,刀具数据表如图4所示。
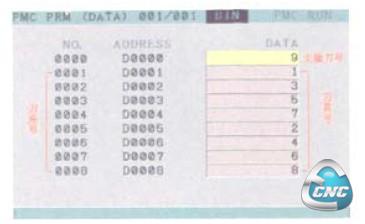
图4刀具数据表
图4是随机刀库的刀库表(部分),刀具数量为刀库刀座数量加一。
2.2.1 根据T指令检索目标刀所在的刀座号
T指令进行刀具检索时的PMC程序示意如图5所示。其中数据表容量=刀具数容量;检索数据=目标刀号;检索结果=目标刀座号;W1=0:找到检索数据;W1=1:未找到检索数据。
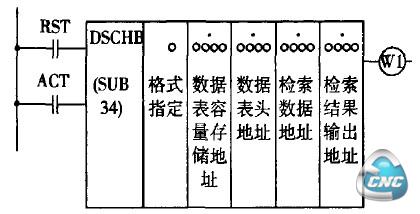
图5 T指令进行刀具检索时的PMC程序示意
2.2.2 根据当前位刀座号和目标刀座号计算出旋转方向和旋转步数
刀库在机床上电之后首先要进行回零操作,若是没有回零系统会提示操作者,并且刀库不运动。当有换刀指令时,系统会根据当前位刀座号和目标刀座号计算出最短的旋转步数及旋转方向。
2.2.3 旋转到位并刀具交换完成后更新数据
PMC程序首先要更新当前刀位的刀号,然后更新主轴上刀具的刀号,并且把更新后的数值写入刀具数据表中。更新前后的刀具数据表的比较如图6所示。其中图6(a)为更新前刀具数据表,机床刀具表的刷新则表示机床换刀动作基本完成。
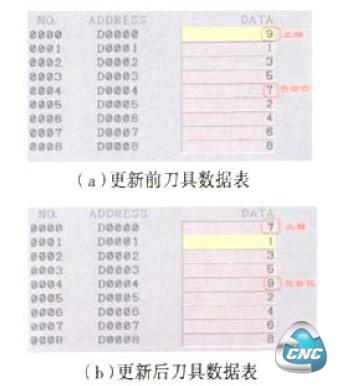
图6换刀后数据表的更新情况
3 结束语
加工中心的商品化,改变了传统的专业生产方式,对于一次装夹的工件,完成铣钻、镗、扩、铰、攻丝等加工工序。在充分准备好刀具辅助的条件下,加工中心就能够充分发挥其高速高效、高精度的特点,从而降低生产成本,提高零件加工质量。在生产的过程中提高生产率和设备使用率,缩减生产成本,获取最大经济效益。
- 第1页:基于Fanuc系统的四轴加工中心刀库电气控制(1)
- 第2页:换刀系统的控制
- 上一篇文章:多轴运动的新数控技术
- 下一篇文章:高炉煤气余压透平发电数控技术探讨