



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

西门子840D数控系统多方式组多通道技术在数控机床上的运用
2.2.3 通道3的设置,可参照通道1的设置。为了通道3屏幕的简洁,只显示有用的轴名,其具体没置如下:
MD20050 AXCONF_GEOAX_ASSIGN_TAB[0]=1
MD20050 AXCONF_GEOAX_ASSIGN_TAB[1]=1 1
MD20050 AXCONF_GEOAX_ASSIGN_TAB[2]=12
MD20060 AXCONF_GEOAX_NAME_TAB[0]=X
MD20060 AXCONF_GEOAX_NAME_TAB[1]=Y3
MD20060 AXCONF_GEOAX_NAME_TAB[0]=Z3
MD20070 AXCONF_MACHAX_USED[0]=1
MD20070 AXCONF_MACHAX_USED[1]=1 1
MD20070 AXCONF_MACHAX_USED[2]=12
MD20070 AXCONF_MACHAX_USED[3]=10
MD20080 AXCONF_MACHAX_NAME_TAB[0]=x
MD20080 AXCONF_MACHAX_NAME_TAB[1]=Y3
MD20080 AXCONF_MACHAX_NAME_TAB[2]=Z3
MD20080 AXCONF_MACHAX_NAME_TAB[3]=SP3
MD20090 SPIND_DEF_MASTER_SPIND=3
这样,在通道3屏幕上,显示的轴名为:X、Y3、Z3、SP3,其它的轴不显示,简单明了。
2.3 轴参数(见表1)
轴参数中,注意设置MD30550 AXCONF_ASSIGN_MASTER_CHAN的值,即将轴分配给通道。其它轴参数的设置详见西门子840D系统说明,此处不再赘述。

3 程序设计
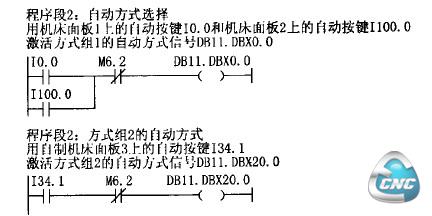
3.1 方式组信号DB11
对于机床面板的操作控制,可以调用西门子的标准功能块FC19,也可以自行编程设计。本机床采用自行编程设计的方法,为便于操作,一共设计了三块机床面板,其中两块采用西门子MCP483标准面板,分别安装在主轴SP1和SP2侧,设计在方式组1下操作;另一块为自制机床面板,安装在主轴SP3侧,设计在方式组2下操作。因此,应用面板的相应按键,激活其对应的功能和操作方式。DBll.DBBO~DB1l.DBB7为方式组1的对应信号,DBll.DBB20~DB1l.DBB27为方式组2的对应信号。
现将“自动方式”的选择程序举例如下,其它“方式”的编程类同,不再一一列举:
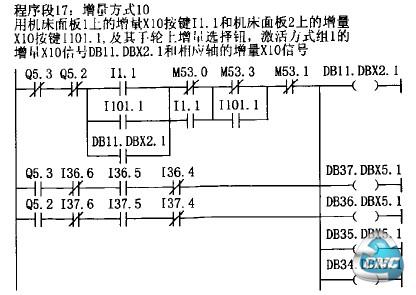
3.2 轴信号
轴信号的激活应与方式组对应。本台机床的主轴SP1、SP2,坐标轴X、Y1、Z1、W1、Y、Z2、W2的工作方式受控于方式组1,即机床面板1和机床面板2;主轴SP3,坐标轴Y3、Z3的工作方式受控于方式组2,即机床面板3。
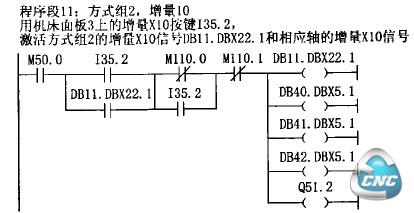
现以“增量10”的选择举例如下,其它类同,不再一一列举。
方式组1,增量10的选择程序如下:
方式组2,增量10的选择程序如下:
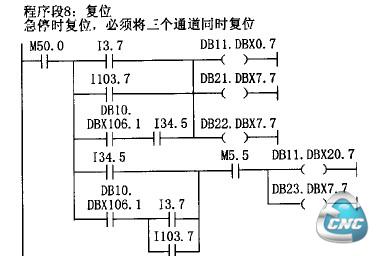
3.3 复位信号
机床“复位”信号是一个很重要的信号,复位时可以解除急停、清除报警、暂停、停止程序等。因此,一般只能将本通道进行复位,而不能影响其它通道的正常工作;但在有急停出现时,必须将所有通道同时进行复位,系统才能正常就绪,否则会报“通道中断、无模式组准备”故障。其PLC程序如下所示:图中M50.0为常“1”信号,M5.5为第i通道选取信号,13.7和1103.7为面板l、2的复佗键,134.5为面板3的复位键。从图2中可以看出,只有?I{急停信号有效,即DBl0.DBXl06.1等于1时,按下任意复位键,均能将三个通道同时复位,使系统正常工作。
4 结束语
通过以上参数设置和PLC程序的设计研究,实现了两门子840D系统多方式组多通道技术在机床上的运用,并通过机床实例,验证了多方式组多通道技术的可行性和实用性,满足了用户的要求和所需的功能。