



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

PLC在FANUC系统中的应用实例
2 FANUC系统中PLC典型应用实例
PMC做为机械界面和CNC界面信号的逻辑控制,为区别于一般可编程制器应用对象,为此将在CNC控制器上发展的可编程逻辑控制器称为机床逻辑控制(PMC)。
PMC系统以软件体方式取代硬件配线,其优点除了可简化硬件逻辑线路外,还可提供可变更的接口讯号寻址,并根据不同逻辑线路的需求,以软件来规划不同的阶梯图线路,作为使用者控制CNC及机械接口讯号用。
现介绍在FANUC系统中采用一个点动按钮来实现自保护电路的两种典型用法。原理说明:
X为来自机床侧的输入信号(MT-PMC);
Y为由PMC输出到机床侧的信号(PMC-MT);
R为内部继电器。
(1)第一种典型用法
PLC梯形图如图1所示。PLC时序图如图2所示。
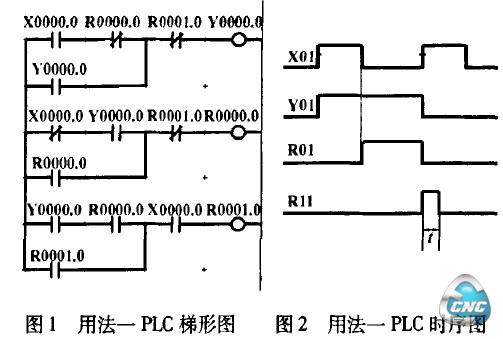
PLC程序说明:当第一次按下按钮使X0得电时,利用x0的上升沿实现对输出Y0的自锁。利用第一次脉冲x0的低电平信号锁定输出点Y0的状态输出到内部继电器R0。第二次按下按钮时,利用x0第一次脉冲低电平锁定时的状态以及x0第二个脉冲时的高电平可实现对输出Y0的反转。
(2)第二种典型用法
PLC梯形图如图3所示。PLC时序图如图4所示。
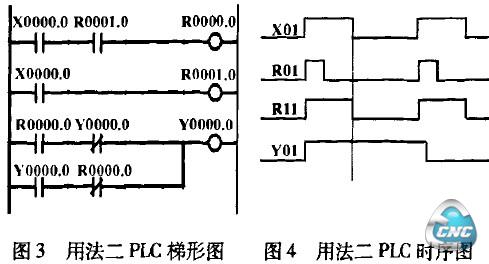
PLC程序说明:一般PLC采用循环扫描的工作方式,可以把它看成是一种由系统软件支持的扫描设备,不论用户程序运行与否,其都会周而复始地进行循环扫描,并执行系统程序设定的任务。每一个扫描循环所经历的时间称为一个扫描周期咒当第一个扫描周期按下按钮X0时,使内部继电器R0产生一个周期高电平信号,使Y0自锁,持续按下X0,则在第二个扫描周期无R0输出,在Y0持续保持第一个周期的状态并自锁时,可利用x0的上升沿实现对输出点Y0的自锁。第二次按下按钮时,使内部继电器R0产生一个周期的高电平信号,解除对Y0的自锁状态,实现对Y0的反转。
以上两种典型用法,PLC程序编写较为简易,经实践检验稳定可靠,而且可用于其他各品牌PLC,节约I/O点,也可实现机床工作灯,冷却泵,主轴正、反转,排屑器等功能。
3 结语
随着科技的不断进步,PLC的各种功能也在逐步增强,作者通过对典型示例的分析,说明了如何利用PLC程序实现自保护,并可在生产实践中加以利用,但在实际工作中还需要依据具体情况做出合理分析和适当调整,以便能设计出满足实际要求的控制程序。
- 上一篇文章:FANUC系统数控精度补偿方法
- 下一篇文章:FANUC系统Cs轮廓控制功能在数控机床中的应用