



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

三菱FX2N系列PLC在注塑机全自动控制系统中的应用
2.2 I/O分配(图3)
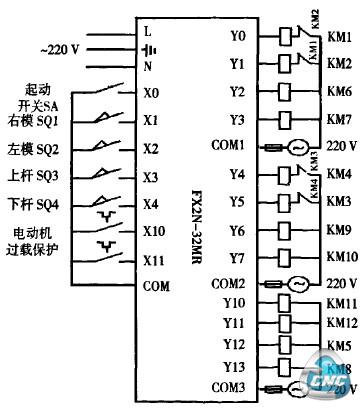
图3 I/O分配图
3 系统软件设计
3.1 状态转移图
注塑机全自动控制的过程是一个典型的顺序控制,利用顺序步进指令进行设计,设计的状态转移图如图4所示。
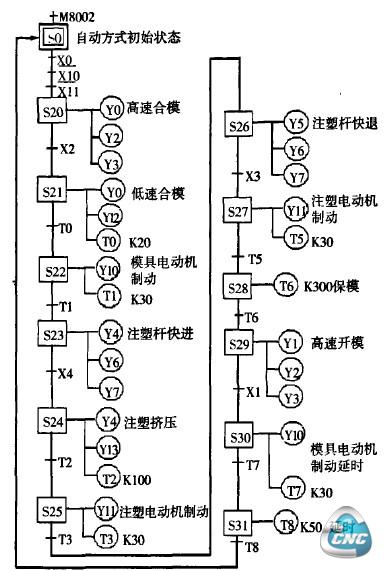
图4注塑机全自动控制的状态转移图
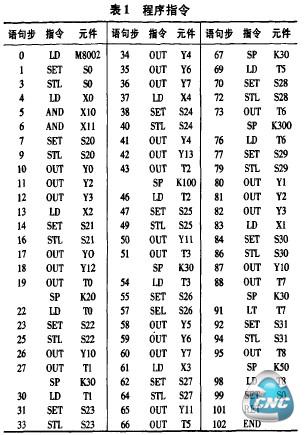
3.2自动状态程序指令
根据图4的状态转移图写出程序指令(表1)。
4 PLC控制的注塑机全自动控制程序的调试
起动PLC,按下开关SA,则XO得电,PLC输出Y0,Y2,Y3,使与之对应的继电器线圈得电,主触点闭合,控制开合模电机的高速合模,后撞到左限位开关SQ2使X2闭合,PLC输出YO,Y12控制电动机的低速合模,s后,Y10输出使KM11得电动作,触点闭合使得YC1得电,电磁离合器抱闸制动3s后,Y4,Y6,Y7输出控制注塑杆快速下降后撞到下限位开关SQ4使X4闭合,PLC输出YS,Yl3,控制注甥杆的低速下降并注塑挤压10s后Y11输出使KMl2得电动作,常开触点闭合使YC2得电,电磁离合器抱闸制动3s,延时3s,PLc输出Y5,Y6,Y7,控制注塑杆的快速上升后撞到上限位开关SQ3,使)(3闭合PLC输出Y11,使KMl2得电动作,常开触点闭合使Yc2得电电磁离合器YC2抱闸制动3s,注塑产品保模30s,PLC输出Y1,Y2,Y3控制注塑机高速开模,后撞到右限位开关SQI使X1闭合YIO输出使KM11得电动作,触点闭合使得YCl得电,电磁离合器抱闸制动3s后再过5s进入下一周期。如此循环,直到断开SA开关完成正在工作的那个周期停下。
5 结语
以上就是根据注塑机控制系统的要求,利用三菱FX2N系列PLC的顺序控制指令进行全自动控制系统的硬件和软件设计,设计了系统的状态转移图,编写了程序并进行调试。利用顺序控制指令进行PLC设计方法简单,思路清晰,程序可读性好,程序修改方便。同时只要对系统的硬件和软件进行少量的修改,就能完成注塑机的全自动、半自动、手动、单步、回原点等等更复杂的多种控制方式的PLC程序设计。
- 上一篇文章:PLC与PC机的串行通讯在数控管切割机中的应用
- 下一篇文章:软PLC逻辑控制元件图形化分析与实现