



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

五轴数控加工中心UG NX后处理研究
随后配置第4轴的其他相关参数.如每分钟最大旋转角度、偏心距、摆动距离、角度偏移值、摆动轴的旋转方向是正转还是反转、角度正负方向判断原则、摆动角度行程以及是否支持角度增量编程方式等。鉴于参数较多,不一一说明,如图3所示。
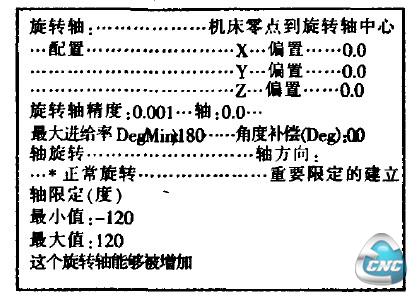
图3旋转轴的设置
同理。选中第5轴接点设置相同参数,由于在第4轴配置时已经设置了第5轴的摆动关系.故不再需要进行第5轴配置。
设置完成后可单击接点树上方的Display Machine Tool(显示机床设置)按钮.即可查看设置的坐标轴是否合乎实际。
2.3 刀库后处理
由于数控加工中心带有刀库.必须考虑刀库后处理即换刀程序。有2种后处理方法:
2.3.1 简单的刀库换刀
简单的刀库换刀后处理.可以在Post Builder中的机床换刀事件中进行设置,如图4所示。
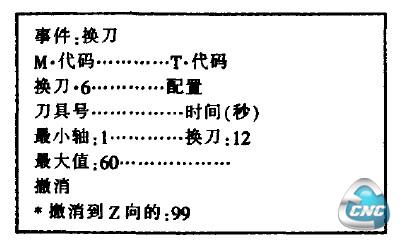
图4换刀后处理
#Tool Change中定义M06用于换刀指令。注意必须在换刀事件中包含M代码.这样的设置才会起作用。
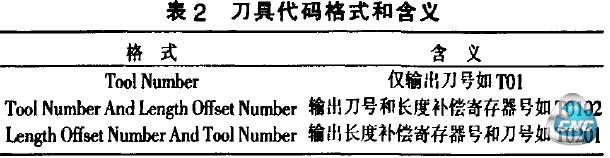
#Configure用于定义刀具代码(T)的含义和格式。如图5所示。
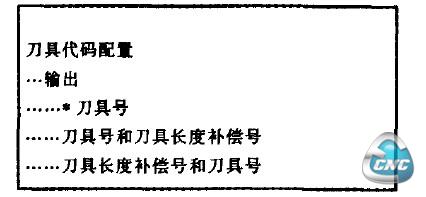
图5刀具代码设置
#在T00l Nu mber Minimum与T00l Number
Maximum中设置机床控制系统可以使用的最小刀号与最大刀号。
#Time Tool Change:用于定义机床换刀时间.用于统计系统总加工时间。
#Retract To Z of:指定在换刀时系统退刀到Z方向的坐标值。这个设置非常重要。因为不同的机床设置的换刀点也不同。如果该值设置不当,就会造成换刀机械手打在主轴上或者击断刀具。
2.3.2 复杂、特殊刀库换刀
对于复杂、特殊刀库换刀后处理.可以利用Tcl程序建立用户自定义命令.输出符合条件的换刀程序。至于其他的G代码、M代码、S代码等通用数控代码,在创建后处理器时,已经自动生成了。如果有特殊的代码,简单的可以在后处理器中进行更改.复杂的可以在用户自定义命令中进行设置。
3 结语
总之,UG产生的刀轨文件必须进行后处理.通常利用UG的后处理器能够生成满足一定机床控制系统要求的NC程序。但是有些机床控制系统(尤其是五轴加工中心)比较特殊,普通的UG NX/PostBuilder产生的后处理文件不符合要求时.须利用Custom Command(用户自定义命令)来处理,生成符合条件的NC程序,从而减少在实际应用中因后处理的不当所带来的损失(如撞刀和过切)。
- 第1页:五轴数控加工中心UG NX后处理研究(1)
- 第2页:刀库后处理
- 上一篇文章:PLC在合成油生产线控制系统中的应用
- 下一篇文章:PLC与PC机的串行通讯在数控管切割机中的应用