

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于PLC、变频器控制的淬火起重机
本文主要探讨基于PLC、变频器控制的淬火起重机,实现在油槽位的高速下降,缩短细长轴类件锭口冒尾入油时间盖及防止着火。
3 PLC控制梯形图设计
除1#或2#油槽位外其余位置起重机均以中速上升、下降,只有在1#或2#油槽位(X1、X14)起重机才可实现高速、低速下降、上升,到1#或2#油槽位再将高速按钮按下再按下降即可实现快速下降。为避免高速下降停车对起重机冲击,根据工件长度设定高速下降时间为13秒,13秒后工件已全部没人油面以下,避免着火,这时程序自动进入低速下降阶段,停车靠下降限位停车,出油也为低速上升。为避免电磁力矩小于工件的重力矩,对抱闸设置了0.5秒的延时,电机先得电0.5秒建立一定的电磁力矩,抱闸打开。
3.1 程序流程框图
本文重点讨论淬火起重机淬火人油冷却的自动控部分,其程序框图如图3。
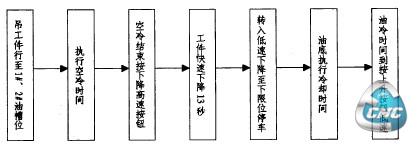
图3 PLC程序流程框图
3.2 控制梯形图
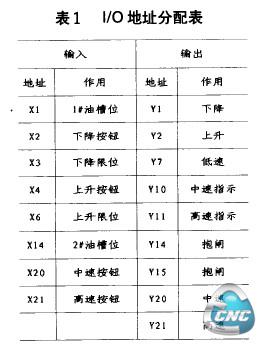
采用三菱公司生产的FX2-48MR PLC控制器对整个过程进行控制,相应的控制梯形图如图4所示,I/O地址分配表如表1所示。
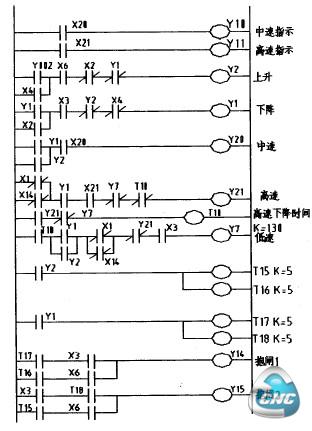
图4 PLC控制梯形图
4 结束语
淬火起重机PLC变频器控制主钩高速下降系统与传统电气控制相比具有运行稳定可靠,设备结构简单,易于维护等优越性,适用于井式炉细长轴类件的淬火。
- 第1页:基于PLC、变频器控制的淬火起重机(1)
- 第2页:PLC控制梯形图设计
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:数控系统人机界面开发方法研究
- 下一篇文章:五轴数控加工中心在木制品与家具生产中的应用