



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于PLC与变频器的编织生产线自动控制系统
2.2 提高速度变比的数据处理
纬密设置后,速度编码器实时向PLC反馈的各电机运行速度,并通过PLC运算由D/A模块控制变频器进行变频调速,从而可以及时改变送经电机及提膜电机的速度。PLC数据处理非常快,可以在20ms内及时修正各电机的速度变比,提高产品质量。
2.3 故障的反馈处理
这里主要反馈的故障分为电气故障和生产故障。要反馈的电气故障有电机过载、变频器异常;生产故障主要是断经、断纬、完纬。出现故障后,可自动停车,并显示故障原因,以便维护人员或生产人员及时处理,投入生产。进行电气设备的调试与维护,实时进行产能计算,实现系统监控与自动报警功能。
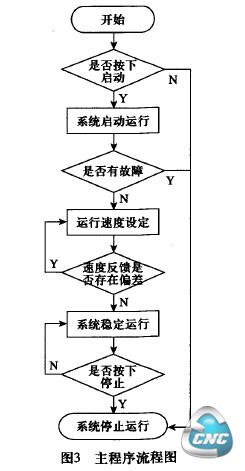
3 人机界面设计
通过人机界面,可以控制圆织机的运行,进行电气设备的调试与维护,实时进行产能计算,实现系统监控与自动报警功能。
人机界面主要有系统调试、运行操作、产能计算、故障显示等功能。主要完成圆织机的运行状态指示,月产量率月故障率显示,自动计米,班组产量统计,纬密设定,故障信号,点动控制等。
4 通信
人机界面、I/O模块、智能功能模块和特殊功能模块等通过CC—Link通信模块连接PLC,连接后这些模块就可以由直接CPU控制。主站和智能设备站之间通过循环传送进行通信和智能设备站之间的交换信号(定位完成,定位开始等等)使用远程输入RX和远程输出RY进行通信。数字数据使用远程寄存器RWw和远程寄存器RWw进行通信。
CC-Link通信可以非常容易地高速发送和接收由模块处理的输入/输出和数字数据的开/关数据,并可以通过连接多PLC CPU配置一个简单的分布式系统。
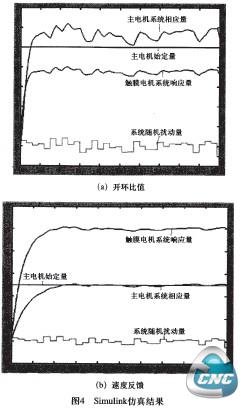
5 速度反馈闭环系统性能
控制系统采用PLC控制多台变频器分别实现对多台电机变频调速,实现同时对多台交流电机的无级调速控制;旋转编码器反馈多台电机运行实际速度,构成一个速度反馈双闭环系统;触摸屏设定相应的速度曲线,并在触摸屏上监控电机运行实际速度曲线,实时设定与监控多台电机运行曲线。图4比较了闭环控制系统的仿真结果与开环控制系统仿真结果。结果表明,系统采用速度反馈双闭环控制方法,可以使多台交流电机更加安全、稳定、准确地运行。
6 结束语
系统实现了对圆织机的智能调速,可以减少因机械磨损及机械传动误差造成的产品质量,有效提高塑编编织布的成品率。也能避免因为电网频率波动引起的产品质量问题,降低企业损耗成本,提高效益。由于智能化的故障信号反馈,减少了工人的工作量,对企业生产设备的智能化管理有很大的意义。
- 上一篇文章:基于PLC的液压传动组合机床电气控制系统设计
- 下一篇文章:数控系统如何影响DNC系统实施