



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

多曲面多角度复杂零件的工艺编排与加工
3 加工编程思路
加工整体思路是:先粗加工、再半精加工、再精加工,最后清角加工。具体分析如下:
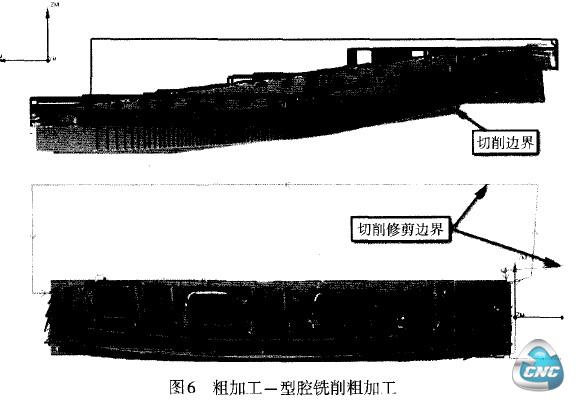
(1)开粗加工采用UG型腔铣削加工,该模块提供粗切单个或多个型腔、沿任意形状切去大量毛坯材料以及可以加工出型芯的全部功能,最突出的功能是对非常复杂的形状产生刀具运动轨迹,确定走刀方式。容差型腔铣削可用于加工不精确的、设计形状的曲面之间有间隙和重叠的场合,有时可被分析的型腔面数高达几百个,该模块提供了型芯和型腔加工过程的全自动化,快速去除工件余料,提高生产效率。如图6所示为零件1在A方向上的型腔铣削粗加工,加工余量0.3mm,用D35R5的圆鼻刀完成主体大部分材料的去除工作,再采用D16R0.8的铣刀完成窄角位的材料的去除工作,此处需注意构建切削边界,限制切削区域。
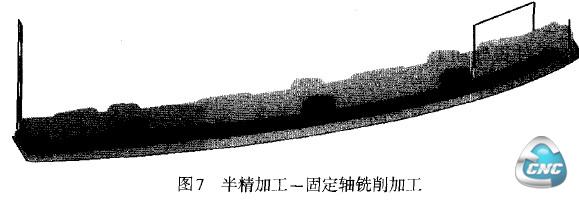
(2)半精加工采用固定轴铣削加工,该模块提供了完全和综合的,用于产生3轴运动的刀具路径,实际上它能加工任何曲面模型和实体模型,可以用功能很强的方法来选择零件需要加工的表面或加工部位。有多种驱动方法和走刀方式可供选择,如沿边界、径向、螺旋线以及沿用户定义的方向驱动,此外,还可以容易地识别前道工序未能切除的区域和陡峭区,快速完成清除上一次加工的余量,提高工件的加工质量,使精加工时均匀切削。如图7所示,刀具选用要考虑粗加工所留下余量大小,使加工时不至于断刀,此处选用D10R5的球刀完成上一次加工的余量去除,半精加工余量0.16mm。
(3)精加工同样采用固定轴铣削加工,再次选用D10R5的球刀,使工件达到所要的尺寸与表面粗糙度值,选择刀具时要考虑到是否发生过切现象或留有余量,同时还要考虑加工效率。
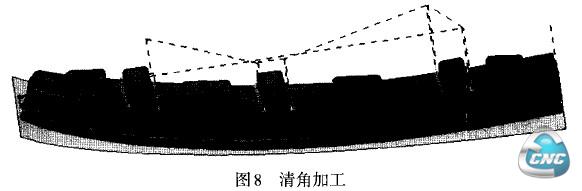
(4)清角加工采用固定轴铣削加工的清根功能,用D6R3的球刀去除精加工所留下的残料,如图8所示。清角加工时要注意选择刀具时要考虑在加工过程中不会产生过切,能否达到加工效果,及加工效益。
通过上述的加工,如图9所示,A方向上的加工基本完成,部分筋位及直角位需要用到电火花加工,这里不再进一步的陈述,B方向的加工与A方向的加工思路是一样的,这里不再重述。

4 结束语
对于复杂的零件的机械加工,其工艺流程的编排是非常重要的。工艺编排时要综合考虑机加工设备及能力,熟悉各工种各工序的加工需要及其加工精度,统一加工基准、装夹定位基准,才能得到更高的几何精度及尺寸精度,同时也提高生产效率、降低生产成本。
- 第1页:多曲面多角度复杂零件的工艺编排与加工(1)
- 第2页:加工编程思路
- 上一篇文章:基于PLC的液压传动组合机床电气控制系统设计
- 下一篇文章:数控系统如何影响DNC系统实施