



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

CNC机床伺服系统中模糊自整定PID控制研究
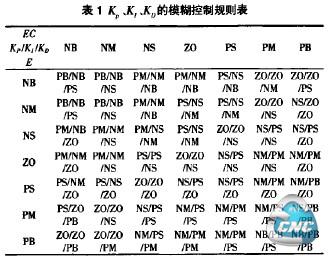
3.3 建立模糊控制规则表
总结工程设计人员的技术知识和经验,从系统的稳定性、响应速度、超调量和稳态精度等方面来考虑,KP、KI和KD参数的整定需遵循以下规则:(1)当e较大时,为加快响应速度,避免因开始时偏差E的瞬间变大可能引起微分过饱和,而使控制作用超出许可范围,因此应选取较大的坼和较小的KD;同时为了防止由于积分饱和IfIi使系统响应出现较大的超调量,此时应取Ki=0。(2)
当e和ec为中等大小时,为保证系统的响应速度和减小系统超调量,KP取较小值、KI取值适当、KD值对系统响应影响较大,适当取小值。(3)当e较小时,为使系统具有良好的稳态性能,应增大KP和KI值,同时为了避免输出响应在设定值附近振荡.增强系统的抗干扰能力,应适当地选取KD值.通常当e,较小时,岛可取大些;当ec较大时,KD应取小些。根据以上专家经验,可得KP、KI和KD的模糊规则,如表1所示。
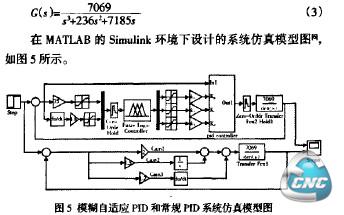
4 基于Simulink的模糊自整定PID参数控制系统仿真
选择HTC3250Dn伺服机床的形向进给系统为研究对象,工作台质量m=200kg。丝杠导程L=0.01m,丝杠总长1=0.96m,传动比i=1.5,采用西门子电机型号为1FT6086-8AF7,电动机转动惯量Jm=0.0425kgm2,负载转动惯量JL=0.010928556kgm2,电机电枢电阻拈1.4,电机电枢电感L=0.0135H,感应电动势系数Ka=0.04vm/A。转矩系数KL=1.1(N·m/A),丝杠支撑轴向刚度KB=1.12x103N/m,丝杠螺母的接触刚度KN=2.02×1012N/m,根据以上参数确定系统的传递函数,考虑实际情况并参考了GA遗传算子法伽,对系统的高阶传递函数进行了降阶处理,得到系统近似传递函数如下:
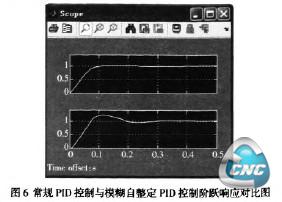
通过实际调试,取偏差量化因子Ke=75,kec=4.8.实际量化因子K1=0.6,K2=0.09,K3=0.84,PID控制器参数的初始值为Kp=2,Ki=1.5,Kd=1.2,运行Simulink仿真,可得模糊自整定PID控制和常规PID控制的阶跃响应图,如图6所示。图中上面是模糊自整定PID控制的阶跃响应图,下面是常规PID控制的阶跃响应图。由对比可知:模糊自整定PID控制所得到的系统动态响应曲线较好,稳态精度高,超调量小.具有更好鲁棒性。
5 结论
将控模糊控制思想和常规PID控制进行了有效地结合,设计出了一种具有二者优点的模糊自整定PID控制器.并将其应用于具有不确定参数的数控机床伺服进给系统中。这种控制器可以根据偏差及偏差的变化率,在线自动整定PID控制器的三个参数。通过在MATI),B中的Simulink环境下进行仿真分析验证了这种方法能使系统的动态响应得到改善,提高系统的稳态精度和抗干扰性能,系统具有了更好的鲁棒性。
- 上一篇文章:多工具联动控制机械加工技术
- 下一篇文章:基于PLC的自动换刀系统研究