



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

SINUMERIK 802D sl G/N系统在数控外圆磨床的应用
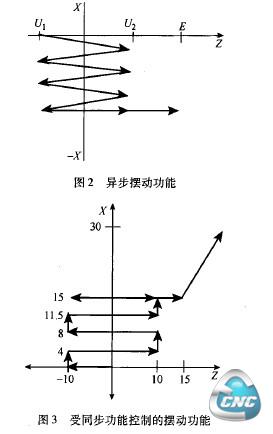
三、摆动功能
为实现高的工件表面光洁度和特殊工艺要求,在X轴进给的同时,Z轴需要摆动,根据X轴进给和Z轴位置的关系,摆动有两种方式:异步摆动和受同步功能控制的摆动,示意图分别见图2和图3。
四、手轮干预
1.手轮倍率
此功能只可能生效于编程指定的位置,通过手轮干预定位轴位置,结合PLC处理,手轮可以正反向移动轴,但不能超过编程目标值。结束条件:编程位置到达;或者PLc删除轴余程。
编程举例:POS[u]=100 FDA[U]=O
2.DRF功能
在AUT0或MDA方式下,通过PLC接口信号激活,然后选择干预轴的生效手轮和INc方式,手轮对相应的轴的位置即可进行干预。DRF偏置在机床坐标系下显示,在工件坐标下不显示。相关的变量和指令:
DRF偏置值:$AC—DRF[axis]
DRF偏置取消:DRFOF
在实际加工过程中,有时需要使用手轮对轴的位置进行干预,802D sl中有两种功能可支持此应用,手轮倍率和DRF功能。
内有众多用户在使用DRF功能,但是由于DRF功能可以生效于程序执行过程中任意位置,而且DRF作为一种偏置如果不删除此偏置会一直生效,进而影响后续工件,可能会产生危险,因此不推荐使用。手轮倍率则没有上述的问题。
五、急停回退
磨床应用中,当出现紧急情况时,一般首先需要将砂轮和工件尽快脱开,以防止砂轮爆裂发生危险,此应用称为急停回退。
在802D sl系统中提供了异步子程序ASUP功能:不论系统处于何种工作方式(JOG,AUlD,MDA...),ASUP都可以高优先级执行。系统支持2个ASUP,ASUP的内容由用户编写,通过PLc触发执行。
六、用户画面开发
由于很多磨床加工的工件相对比较专一,为提高机床的实用性,需要开发一些专用的用户画面以支持编程、操作和调整。802D sl支持两种画面开发:带输入接口和图片支持的用户自定义循环和CUSTOM区用户画面开发。
七、其他
802D sl系统还提供了很多其他适用于磨床的功能:GwPS砂轮恒线速功能、程序事件Pmgram event、Nc高级变量,例如读轴位置和读写工件零偏等,NC/PLC公共交换区用于Nc和PLC实时交换信息、通过PLC选择加工程序等。
八、结语
SINUMERIK 802D sl G/N系统可提供诸多可用于外圆磨床的功能,结合不同的使用场合充分加以应用,可大大提高机床的功能、实用性和生产效率。
- 上一篇文章:多工具联动控制机械加工技术
- 下一篇文章:基于PLC的自动换刀系统研究