



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

几种典型数控系统的参数恢复方法
3.2 Fanuc i系统的参数恢复
对于Fanue i系统来说,可以和SIEMENS系统一样使用RS232串行接口进行数据传输,但是Fanuc i系列的数控系统提供了一种更为简单快捷的数据传输方法,即使用CF卡进行数据传输。其数据恢复过程如下:
(1)按SETTING/OFFSET三次,会出现I/O通道设定画面,设定I/O=4。
(2)将CF卡插入到显示器左边的CF卡插槽中。插卡时注意卡的方向,不能用太大的力。
(3)同时按住显示器下方的最右端的两个软体键(如果系统带触摸屏;没有软体键,那就按住MDI面板上的数字键6和7),然后按机床NC电源启动键POWER ON,启动BOOT系统。
(4)BOOT画面显示见图1。

(5)Fanue i系统有两种存储器闪存FROM和SRAM,它们存放不同的数据,如图2所示。
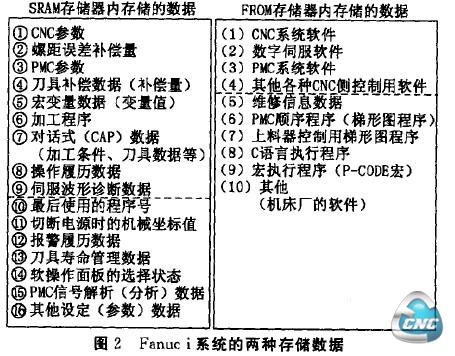
根据数据存放位置的不同,如果需要恢复FROM中的数据就选择1.SYSTEM DATA LOADING;如果是恢复存储于SRAM中的数据就选择5.SRAMDATA BACKUP。
(6)选择5.SRAM DATA BACKUP会出现下面选项:①1.SRAM BACKUP(CNC—MEMORYCARD)备份;②2.RESTORE SRAM(MEMORYCARD—CNC)恢复。这时选择2.RESTORE SRAM(MEMORY CARD—CNC)。
(7)选择需要恢复的文件,点OK就完成参数的恢复。
3.3 MAZAK T—PLUS数据恢复
MAZAK T—PLUS数据恢复步骤如下:
(1)按住紧急停止按钮使机床处于紧急停止状态。
(2)关闭NC电源。
(3)在NC单元找到QXl41电路板,设置上面的拨动开关,将1和3拨到右边。注意确信其他开关都在左边。
(4)打开NC电源。注意QXl41上的两个LED灯闪烁一次表示完成。
(5)关闭NC电源。
(6)将QXl41上的拨动开关的1和3拨到左边。
(7)再打开NC电源。
(8)自动加载参数,完毕再关闭打开NC电源。
(9)通过操作下面步骤重新格式化存储区:①选择DIAGNOS菜单键;②选择DATA ERASE菜单键;③选择以下菜单键,TOOL DATA、TOOLOFFSET、TOOL FILE、CUTING COND、WORKOFFSET、CHUCK Jp匹Ⅳ功^1、A、>>>PROGRAM、MACRO、7)气RIBLE、ALARM HISTORY、MAINTENCHECK和SYSTEM PROGRAM,知道所有条目在DATA FORMAT窗口下点亮,注意>>>是软体键扩展菜单键;④在可编程模式下输入一9999;⑤关闭NC电源;⑥打开NC电源;⑦重新往NC单元加载数据,TOOL DATA、TOOL OFFSET、TOOL FILE、CUTING COND、WORK OFFSET、CHUCK JAW DATA、PROGRAM、MACRO VARIBLE、ALARMHISTORY、MAlNTEN CHECK。
4 结语
从以上3种数控系统参数恢复实例可以看出,对于不同类型的数控系统,其参数恢复的方式是不同的,即使都为Fanuc系统生产的数控系统,FANUNC 0系统需要先手动输入900号以后的功能参数,然后才可以通过串口输人参数。因此在进行参数恢复前,针对具体的数控系统,必须查看其维修调试手册或相关说明书,以保证所备份参数的完整性、正确性和有效性。
- 第1页:几种典型数控系统的参数恢复方法(1)
- 第2页: Fanuc i系统的参数恢复
- 上一篇文章:五轴数控机床回转中心的几何误差检测与补偿
- 下一篇文章:基于Powermill的五轴加工中心后处理模块