



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

五轴联动机床的圆度测试与同步龙门轴调整
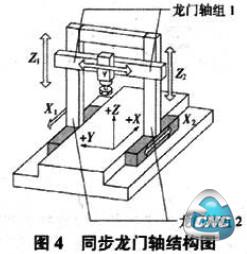
同步龙门轴可驱动较大的负载,也可能应用于五轴联动机床。因此有必要对同步龙门轴的调整进行讨论。同步龙门抽的结构如图4所示,机床X方向由两个轴X1和X2组成,Z方向由Z1和Z2组成。系统共有六个轴,两个龙门轴组。
假设X1和Z1为主动轴,系统参数设置如下:
(1)龙门轴是一个选项功能,在使用前必须由MD19310来激活。
(2)按照正常轴的调整步骤设置好机床的六个轴,然后设置X1和Z1分别为龙门轴组I和2中的主动轴:
MD37100 GANTRY_AXIS_TYPE[X1]1;
MD37100 GANTRY_AXIS_TYPE[Z12:
(3)设置X2和Z2分别为龙门轴组1和2中的从动轴:
MD37100 GANTRY_AXIS_TYPE[X2]1;
MD37100 GANTRY_AXIS_TYPE[Z2]2;
(4)设里龙门轴之间的位里监控值:
MD37110 GANTRY_POS_TOL_WARNING[X1];
当龙门轴组回零完成后,实际位置差值大于MD37110中所设置的位置监控值,那么就会出现系统报替10652Chaune! % 1 axis %2 gantry warning threshold exceeded,而轴组的同步关系仍然保留。在PLC侧则可通过监控DB31..DBX 101.3这一位来判断是否出现位置偏差顶报带,并作出相应处理。
MD37110 GANTRY_POS_TOL_WARNING[X1];
当龙门轴组回零完成后,如果主动轴与从动轴实际位置的差值大于MD37120中所设置的值,那么就会出现系统报警10653 Channe1%1 axis%2gantry error thersholdexceeded,轴组的同步关系也由系统相应地梢除.从属于龙门轴组的各轴在预先设定好的加速度下制动停车,并将接121数据DB31..DBX101..2置位。
MD37130 GANTRY_POS_JOL_REF[x1]:
在龙门轴返回零点之前,如果主动轴与从动轴实际位置的差值大干MD37130所设置的值.郄么系统同样会出现10653号报警,轴组的同步关系也由系统相应地消除,从属于龙门轴组的各轴在蕊先设定好的加速度下制动停车,并将接口数据DB31..DBX101.2置位。MD37140 GANTRY_BREAK_UP[X1],
可将此参数用于消除轴组的同步关系,这样从属于龙门轴组的各个轴的控制就会互不影响。对它进行谓整的时候应当确保龙门轴机械连接元件不会遭到危害。应当指出的是,对于从厨于龙门轴组的各个轴,应当将机床数据MD37110、MD37120、MD37130与MD37140写为同一个值。
门轴组不被机床数据MD37140所消除。一旦上电,龙门轴与其它轴同样都需要返回参考点。在龙门轴返回参考点的过程中,主动轴首先返回参考点,而后从动轴才能返回参考点。如果是首次调整,那么它们各自的参考点坐标通常会存在显著的差异,应将该差异写入主动轴或从动轴的机床数据MD34090之中。此后,如果龙门轴再返回参考点,那么屏幕就会显示大小一致的坐标值了。倘若还要重新凋整主动轴坐标的大小,就要求在主动轴和从动轴的坐标偏移中都写入需要调整的差值。
首次调整完成后。就将参考点的首次调整值作为龙门轴机械部环节的基准。这样,每当上电时,各龙门轴的差值就会以返回参考点的方式来检测。如果这个差值小于在机床数据MD37110中设置的值,它将由系统所自动调整,使其大小近似为零:反之,如果误差过于显著,相应的提示信息“系统等待同步启动”就会由系统自动输出。此外,PLC还将收到一个来自系统的接口信号DB3I..DBXl01.4。这样.如果需要再一次使龙f J轴同步及其误差近似为零,就必须首先将PLC设置为“启动同步”。在PLC程序中,所有々龙门轴有关的功能只要求设置一个用户的自定义键即可,而尤需作其它的改动。当龙
门轴返回参考点时,系统会自动检测龙门轴的位置误差,如果这个误差超过MD37110中的设置值,那么相应的提示信息就会由系统会输出,等候用户给出同步命令。这样,倘若要启动龙门同步,可在PLC程序中将前述的用户定义键信号传给主动轴的数据DB31..DBX29.4之中。
3 结语
本文探讨了五轴数控机床的圆度测试与龙门轴调整问题,给出了具体的实现方案。该方案除了为数控机床的测试与凋整提供了技术指导外,还在沈阳机床集团某款机床的批量投产中应用,对加工精度提供了保证,得到厂客户的一致好评,被市场所广泛认可。但是,文中的讨论是基于是西门子840D数控系统环境的,是否能够推广到其它品牌的数控系统还需要进一步验证。
- 第1页:五轴联动机床的圆度测试与同步龙门轴调整(1)
- 第2页:系统参数设置
- 上一篇文章:自动加料机控制系统设计
- 下一篇文章:五轴数控机床回转中心的几何误差检测与补偿