

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于PLC与变频器的蓄热式加热炉炉压控制系统改造
本文介绍了蓄热式加熟炉的工作原理和炉压波动的原因及影响,分析了原妒压控制系统的不足,并提出了新的炉压控制方案,保证了钢坯的加热品质,同时节约了能源。
3 炉压控制系统改造方案
控制目标为煤气侧、空气侧烟道阀门开度、引风机变频调速。
变频调速。
离心引风机相关参数如下:
型号Y9—38 N014;
流量77 997 m3/h;
全压3 128 Pa;
转速987 r/m;
电机型号Y315M3—6;
功率132kW。
根据风机参数,本控制系统利用三菱FX2N系列PLC、A/D、D/A模块,控制原理如图5所示。
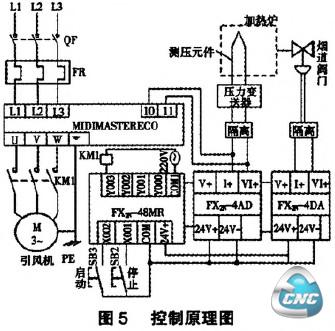
选择西门子MIDIMAs,IEREC01—132K/3*变频器,此变频器内部有PID控制调节器,只需通过参数P006设定压力值,从压力变送器反馈来的电流信号,送给FX2N-4AD,同时通过变频器的10、11端子送给变频器,通过变频器内部PID调节器调节后,输出一个加减速信号修改电机频率,改变电机转速,从而调节风机的风量;同时压力变送器通过FX2N-4AD转换后,送给PLC,经PIE内部PID运算后,由FX2N--4DA输出给阀门,从而调节阀门开度,保证了炉内压力的恒定。
对于滞后现象,主要是因为积分环节的影响,因为积分环节一方面可以减少和消除压力偏差,但会使系统的反应速度降低,也就是响应太慢,影响系统的时实性。
通过在线监视压力偏差e及偏差变化率de/dt,使调节在压力状态发生变化时,就开始作用,而不完全依据设定值和过程值的偏差。具体策略是
4 结束语
通过变频改造,改善了风机的调节性能,保证了炉膛压力为微正压,避免了瞬间吸冷风,减少了炉头、炉尾冒火,既节约了能源,又使钢坯加热的均匀性得到了改善,保护了炉体钢结构。
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:触摸屏与PLC控制的异型管锯管机的设计
- 下一篇文章:西门子数控系统人机界面二次开发方法研究