



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

全功能数控双伺服动力刀架的PLC程序研究
图8程序解析:当换刀完成指令M8.7信号为1时,置位PLC与NC交换信号V49000080.0,给NC发送指令;同时当换刀指令M8.4为1时,读人禁止,待换刀完成后解除读入禁止。
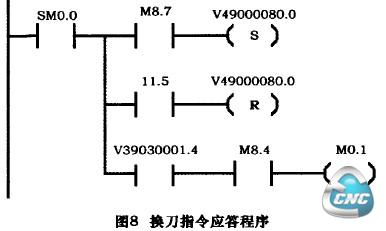
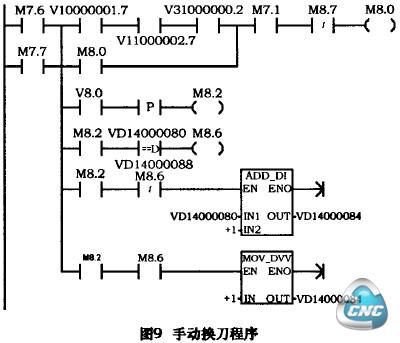
图9程序解析:回零完成后换刀条件m7.1( M7. I )才满足,换刀条件满足后,在手动模式下按刀架旋转按钮V10000001.7后M8. 0为1,M8. 0为1后将刀架当前工位VD14000080 + 1赋值给目标工位VD14000084;然后M8. 0赋给刀架旋转指令M8.4,之后过程PLC与回零一样。
在手动或回零过程中需要调用如下异步子程序PLCAUPI,完成刀盘旋转之前的动力头刀套退回,然后等待刀架旋转完成后,刀套边旋转边伸出,直到伸出到位信号来之后程序结束。
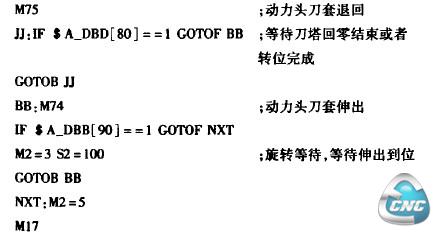
2.2自动M06调用宏程序
在自动方式下需要调用NC程序TOOL与PLC部分一起完成刀盘旋转之前的动力头刀套退回,然后等待刀架旋转完成后,刀套边旋转边伸出,直到伸出到位信号来之后程序结束。TOOL的内容与PLCAUPI一致。PLC程序如图10所示。
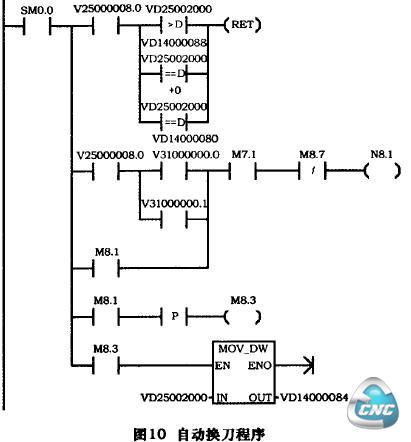
图10程序解析:换刀条件满足时.在MDA或AU-TO状态下执行T码后,T码变化信号V25000008.0为1时,激活自动换刀信号M8. 1 ;并将T码后面数值VD25002000赋值给刀架旋转目标工位VD14000084;然后M8.1赋给刀架旋转指令M8.4,之后过程PLC与回零一样。
在应用M06调用NC程序时需要设置如下机床数据:
(1) MD22550 TOOL_ CHANGE_MODE =1,利用M码激活刀具参数。
(2)MD10715 M_ NO_ FCT_ CYCLE[0]=6,M06调用换刀固定循环。
(3)MD10716 M_ NO_ FCT_ CYCLE_ NAME〔0]=“TOOL”6,固定循环名。
3 结语
本文详细介绍了带Y轴双伺服动力刀架的PLC程序,及其西门子802 D s1系统配置PLC轴的方法,为相关同仁的研究提供参考。
- 第1页:全功能数控双伺服动力刀架的PLC程序研究(1)
- 第2页:伺服动力刀架PLC程序研究
- 第3页:自动M06调用宏程序
- 上一篇文章:基于PLC的烟草运输系统的设计与实现
- 下一篇文章:触摸屏与PLC控制的异型管锯管机的设计