



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于FANUC的数控镂铣床控制系统的设计
2.4伺服电机
伺服电机选用FANUC ai系列伺服电机。ni系列是一种高速、高精度和高效率的智能化伺服系统,它可促进机床的高速、高精度和紧凑设计,旋转及其平滑的伺服电机。1 600万/转的高分辨率编码器,具有高精度电流检测功能的伺服放大器,实现高速、高精度的伺服HRV控制。基于绕组切换的高速、高加速度主轴电机,实现高加速度、高响应的主轴HRV控制,电机ID信息及温度信息可实现快速维修,伺服放大器的电源线配有接头。所系列是一种可靠性强、性价比卓越的伺服系统。编码器选用绝对式编码器,半闭环控制模式。
2.5变频器
变频器选用KEB COMBIVERT F4一C。F4-C既可开环使用,又可闭环使用。对于浩繁的工业应用领域都能通过参数编程、设置,可实现最满意的驱动性能。功率范围:o,75~315 kw,扩展的数字量和模拟量输入输出,内部软件输入输出设置,可插拔控制端子条。PNP/NPN控制,电机电位计和记时器功能,节能功能,电子电机保护继电器。8套独立参数集,多达24个固定频率设置,最大输入频率1 600 Hz。差分电压输入+/-10 V,电流输入O/4~20 mA。内部PI调节器,断电保护和自动启动功能,用户可编程CP菜单适应个性化环境。
3 软件系统设计
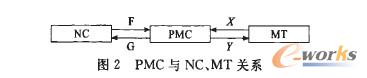
软件系统由上下2套控制软件组成。上位机基于windows操作系统,采用VC++编程语言,设计机床操作界面,负责文件管理和状态监控,方便操作人员操作。控制命令通过通讯光缆传送到FANUC NC控制器。状态显示区中,可以显示系统状态和报警信息。FANUC NC控制器是集PMC与NC一体的控制器,PMC即可编程机床控制器,简单地说它是PLC(可编程控制器)在数控机床上的应用。数控机床分为“NC侧”和“MT侧”(即机床侧)两大部分。“NC侧”包括CNC系统的硬件和软件以及与CNC系统连接的外部设备。“MT侧”
包括机床机械部分及其液压、气压、冷却、润滑、排屑等辅助装置、机床操作面板、继电器线路和机床强电线路等。PMC处于NC与MT之间,对NC和MT的I/O信号进行处理如图2所示。
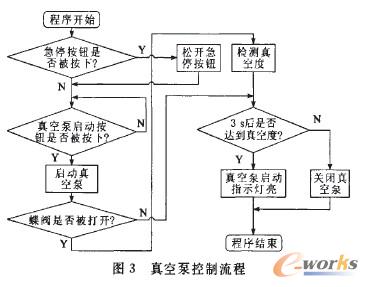
PMC按照预先规定的逻辑顺序,对诸如主轴的起停、换向、刀具的更换、工件的夹紧、松开和润滑系统的运行等进行控制。以真空泵控制子程序为例,介绍PMC的编程方法,真空泵控制流程如图3所示。
4 结束语
介绍了基于FANUC的数控镂铣床控制系统的功能、组成及其子程序介绍。应用FANUC控制系统,使得系统的可靠性、稳定性有很大提高,通过指定有关硬件(伺服电机、主轴电机等)的特定参数就可实现系统的重组和改型,因而本控制系统可以应用于不同类型的数控镂铣床。
- 上一篇文章:多轴联动电火花加工数控系统开发(下)
- 下一篇文章:数控机床中的伺服系统分析