



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

多轴联动电火花加工数控系统开发(上)
三个线程中,执行线程的优先级最高,检测线程的优先级次之,用户命令响应线程的优先级最低。三个线程共享时间片,每个线程在运行过程中都会在特定的时刻进行一段时间的休眠,将时间片让出以供其他线程运行,保证了执行线程在运行过程中不会被其他线程干扰,并且在需要的时候能够及时地与其他线程通信,获取所需要的信息;监测线程能够实时地监测到外部硬件的输入状态,保存并进行实时更新以供其他线程读取;用户命令响应线程能够实时地响应用户管理模块向实时控制模块传递的任务命令,并保存命令信息以供执行线程读取。
2.1.2任务调度
由于执行线程负责多个实时任务的执行,为了保证实时任务命令能够迅速地唤醒相应的实时任务,并且该任务在工作过程中不受其他任务干扰,提出了循环选择法进行任务调度,如图4所示。
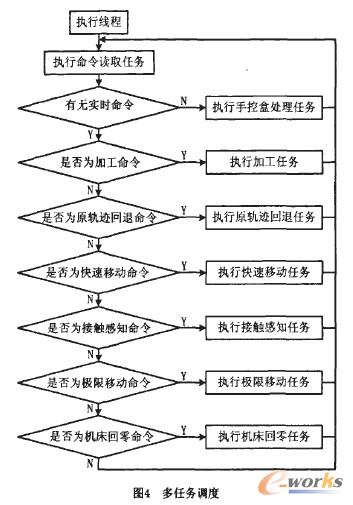
执行线程首先执行命令读取任务,如果没有实时任务命令到来,则执行手控盒处理任务,该任务执行完毕后,返回继续执行命令读取任务,循环往复,直到接收到实时任务命令。此时,线程依次判断该命令是否为加工命令、原轨迹回退命令、快速移动命令、接触感知命令、极限移动命令或机床回零命令。如果是其中之一,则执行相应的实时任务,该任务执行完毕后,直接返回开始处重新执行命令读取任务;如果均不是,则视该命令为无效命令,返回开始处重新执行命令读取任务。
每个任务在执行完毕之前,线程不会去执行其他任务,不会造成多任务共同存在,彼此相互于扰而影响每个任务的实时性。每个任务在被执行完毕之前,执行线程不会去执行其他任务,这样就不会造成多任务共同存在而影响彼此的实时性。在每个任务被执行完毕后,执行线程会马上返回循环开始处重新执行命令读取任务,如果还有其他任务命令,其他命令会被立刻读取并由线程选择执行相应的实时任务,从而保证了实时任务命令能够得到实时的执行。
2.1.3多轴联动插补控制算法
为了加工出具有复杂几何形状的工件,多轴联动电火花加工机床的所有工作轴必须严格按照工件的几何形状以一个特定的规则进行联动,该规则就是多轴联动插补控制算法。多轴联动插补控制算法的构建难点在于空间各轴的协调,尤其是在有旋转轴的情况下。根据电火花加工机床的自身特点,本文提出采用平面二轴联动插补派生法构建多轴联动插补控制算法。
电火花加工机床各轴均由脉冲驱动的伺服电机进行控制,每个电机具有一定的分辨率,若分辨率为0.001,则每个脉冲驱动下直线轴运行0.001 mm,旋转轴转动0.001。,这样每个长度或角度都可以最终统一转化为脉冲数。另外机床运行采用G代码控制,目标工件的具体空间结构最终都要转化为一组G代码提供给数控系统,系统只要能正确地从G代码中提取各轴的运行数据和运行方式来驱动机床运行,就能正确地加工出目标工件。若机床包含直线轴X,Y,Z和旋转轴A,B,C六根轴,当前G代码为G01X10Y5Z7A882C1.0,则X轴电机需要发10 000个脉冲,Y轴电机需要发5 000个脉冲,Z轴电机需要发7 000个脉冲,A轴电机需要发8000个脉冲,B轴电机需要发2000个脉冲,C轴电机需要发1000个脉冲。这样确定了脉冲数后,旋转轴和直线轴的运行便以脉冲形式得到了统一并易于协调,多轴联动插补也可以以平面二轴联动插补为基础派生得到。
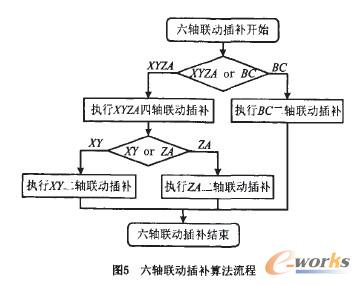
平面二轴联动插补派生法可以简单地理解为:四轴X睨A联动插补视为由两个二轴联动插补Xy和ZA组成,Xy和ZA视为两个轴运用平面二轴联动插补方法进行插补,便可以得到四轴联动插补。同理六轴联动可以视为由一个二轴联动和一个四轴联动组成,八轴联动可以视为由两个四轴联动组成,依此类推,可以灵活地得到任意偶数个轴的联动插补算法。当轴数为奇数个时,可以增加一个轴,并将其插补距离视为零,然后运用偶数个轴的插补算法进行联动插补。平面二轴插补算法采用基准脉冲法,其中直线插补采用逐点比较法,圆弧插补采用单步追踪法。图5所示为六轴联动插补控制算法流程。
- 上一篇文章:数控液压伺服系统设计与应用
- 下一篇文章:多轴联动电火花加工数控系统开发(下)