



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于NX6.0的整体叶轮多轴加工技术
4 数控编程
4.1 粗加工
粗加工是以快速切除毛坯余量为目的,考虑的重点是加工效率,要求大的进给量和尽可能大的切削深度,以便在较短的时间内切除尽可能多的余量,对表面质量要求不高,因此,提高其效率对提高曲面加工效率及降低加工成本具有重要意义。在NX加工状态下,在“创建操作”对话框中,选择类型“MIL-CONTOUR”建立机床控制操作,再选择子类型“CAVITY-MILL”型腔铣。这是三轴联动的粗加工模式,选用直径为25R5的圆角铣刀加工,切削方式采用“跟随部件”,背吃刀量的0.6mm,刀具与刀具之间的步距为刀具直径的65%,部件侧面与底面留余量0.5mm。其刀具路径见图2。

图2 整体粗加工路径
4.2 开槽与扩槽
叶片扭曲且包角较大,刀具要在通道内合理摆动,使刀具尽可能地接近叶片的两侧面,而又不过切轮毂及轮盖,采用通常的刀轴驱动方法很难实现。刀轴插补(ToolAxis Interpolation)这一功能对叶轮通道加工非常有用,它通过在叶片与轮毂的交线上定义一系列的矢量来控制刀轴,轮毂面上其余刀具位置点的刀轴矢量由U、V双向线性插值或样条插值获得。这样,刀轴能很好地得到控制,在不过切的情况下,最大限度地减少叶片面与轮毂之间的残留区。边界矢量的定义是一个十分细致的工作,其基本原则是:避免刀轴的突变,保证刀轴平滑变化。刀轴控制矢量见图3。
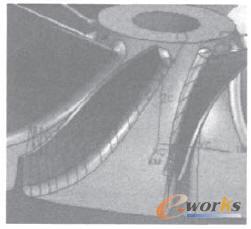
图3 刀轴控制矢量
在创建操作对话框中,选择类型“mill_multiaxis”多轴铣加工操作建立模板,再选择VARIABLE_CONTOUR”子类型变轴铣。几何体选择整体叶轮,为了避免过切现象,选择流道两侧面为干涉检查面,选择驱动方式为“表面积”,刀轴选择“插补”。选用直径为20mm的球刀加工,选择多重深度切削,步进方式采用增量式,增量值为0.5mm,部件留余量为0.3mm。加工时需要考虑进刀退刀的问题,在非切削参数设置界面,选择“传递/快速”区域之间下拉条中定义好逼近、离开及移刀运动的设置,其中“安全设置”设置为“球”半径,选择250mm。生成的刀具路径见图4。用刀路变换命令加工其余流道曲面。
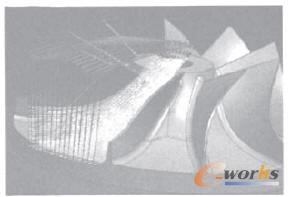
图4 流道粗加工路
- 第1页:基于NX6.0的整体叶轮多轴加工技术(1)
- 第2页:数控编程
- 第3页:叶片精加工
- 第4页:叶片底部圆角清根加工
- 上一篇文章:一种新型无刷直流电机伺服系统的设计
- 下一篇文章:PLC控制器与人机界面的干扰原因分析