



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

西门子Simotion运动控制系统在托辊管生产中的应用
3.2 人机界面设计
随着现代化工业的发展以及机器复杂程度不断提高,在生产过程中人机界面的重要性越来越受到设计人员的关注,人机界面的好与坏也体现着设备的先进性与智能化水平。该系统采用SIEMENS公司的TPl77B彩色触摸屏,其与主运动控制器为同一公司产品,因此有良好的通讯接口,使运动控制器的信息更加直观地反应在触摸屏上,同时使机床的调试和加工参数的调整更加方便。由于触摸屏使用强大的图文编辑功能软件wincc Flexible编写程序,大大简化了故障和报警程序的编写难度。
人机界面主要有开机画面、主画面、自动循环画面、手动操作画面、报警信息画面等。开机画面显示机床的初始化信息;主画面显示机床的名称、操作状态、主控制器的运行状态、参数设置、切换画面按钮及用于启动、复位、置位的按钮等;手动操作画面显示伺服轴回零、伺服轴正反向点动等;自动循环画面用于显示程序在自动运行时所正在进行的工序以及各轴的实际速度位置参数等;报警信息画面用于显示机床的故障信息,当操作不当出现故障时会自动弹出警告信息,使机床操作人员知道故障之所在。触摸屏的画面关系图如图4所示。
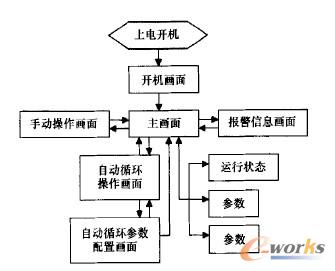
图4主要的人机界面
3.3 生产线的监控与报警
为保证生产线的顺利与安全生产,该系统通过触摸屏TPl77B和操作站三色灯塔实时显示各环节的生产状况,并通过工业以太网在上位机上显示。一旦生产出现故障,触摸屏和上位机上都会出现故障信息,同时操作站三色灯塔红色亮起,工作人员会根据故障信息进行紧急处理,保证生产的顺利进行。
4 结语
该系统采用SIEMENs公司的Simotion D435控制器和伺服功率单元作为生产线的主要控制单元,因其自身强大的工程开发系统和多功能结构化软件模块,大大缩短了系统的开发周期,提高了系统运行的稳定性,在投人生产后提高了切管的效率和切管的质量,大大降低了生产成本,为托辊的后序生产奠定了基础。此外结合Simotion运动控制系统设计的托辊管自动化生产线在生产实践中的应用,不但改善了操作工人的劳动条件,降低了劳动人员的劳动强度,而且还能确保生产的安全性,提高了劳动生产率和产品的质量,生产线如图5所示。
图5托辊管生产线
- 第1页:西门子Simotion运动控制系统在托辊管生产中的应用(1)
- 第2页:系统硬件设计
- 第3页:人机界面设计
- 上一篇文章:S7-200 PLC在双柱立式车床控制中的应用
- 下一篇文章:谈工业控制电气伺服驱动技术及其发展