



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

12轴淬火机床数控系统的开发应用
工件旋转运动与感应器的上下前后运动的联动程序该如何编制呢?本设计中以旋转轴的角度为变量,A轴作正弦曲线运动(感应器的前后运动轴为A轴)编制程序如下:
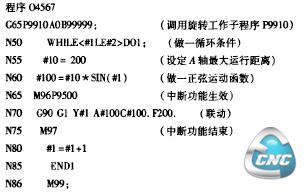
用以上程序运行时,A、C轴可随旋转轴运动。由于当加热结束后,必须用中断信号结束旋转,故用M96和M97设置一个可以进行中断的区域,只有在此区域内中断才可能发生。
旋转工作子程序P9910是一个无限循环程序,必须采用中断信号跳出该循环,中断信号由PLC程序发出。
采用程序04567运行,旋转轴运行平稳均匀,三轴能联动运行,能有效地用F指令调节速度,而且中断功能也有效。现已作为标准程序使用。
5 控制系统的其他特点
(1)采用绝对值检测系统。为减少故障点和提高工作效率,各轴的原点均设置成绝对值原点。绝对值原点设置完毕后每次上电后即可进入自动运行状态,而且精度更高。
(2)采用程序跳跃功能。解决了一次上料和二次上料在不同位置上料的问题。
(3)采用手动定位功能。解决了专机在手动工作状态单键定位,方便工人操作。
6 调试中遇到的问题
在基本I/O板上有SRVl和SRV2两插口,通过电缆SH21和驱动器相连接。
(1)调试时将驱动器轴号依次设为0、1、2、3、4、5、6、7、8、9、10、11,只用SRVl口连接,结果上电后自检未能通过,驱动器的LED上显示故障11。将1系统的6个轴单独上电(在第6轴上插上终端插头),1系统自检完成。
(2)将1系统的6个轴依次设定为0、1、2、3、4、5;2系统的6个轴依次设定为0、1、2、3、4、5,分别连接于SRVl和SRV2口,仍然是1系统自检完成,2系统自检未能通过,驱动器的LED上显示故障11。
(3)在SRVl口连接7个轴,轴号依次设定为0、1、2、3、4、5、6;在SRV2口连接5个轴,轴号依次设定为0、1、2、3、4;按此设定和连接,全部自检通过。
由于三菱M65最大可带14轴,则SRVl,SRV2口每个插口必须接满7轴,而且轴号设定不能超过7。以上的错误都是因为未能满足上述规定而产生的。
- 第1页:12轴淬火机床数控系统的开发应用(1)
- 第2页:加工程序的编制
- 第3页:控制系统的其他特点
- 上一篇文章:PLC[可编程控制器]基础及发展应用
- 下一篇文章:S7-200 PLC在双柱立式车床控制中的应用