



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

双工位8轴热处理机床数控系统的开发设计
3.2 自动程序的构成
淬火机床的全自动加工程序可以由两种方式编制:
第一种方式
使用FX2N-10GM的自动加工程序。编程方法类似于数控编程,从第l轴的自动加工程序开始,用其自动加工程序中的M指令向其他轴发出“启动”、“停止”指令。各轴的停止和等待可以用M指令。
这种编制程序方式要求对数控编程熟悉,适用于多品种的柔性制造系统。第二种方式
各轴的工作程序预先写入FX2N-10GM中。其运行距离,运行速度由数据寄存器D指定。在主PLC程序中,通过步进梯形指令控制各轴的启动,停止。同时写入各种运行距离,运行速度数据。还可以通过触摸屏修改写入的运行距离和运行速度。
这种方法简单明了,程序编制及分析简单,适用于固定动作机械。在本机床程序设计中,采用第2种方式。
4 主要技术难点
4.1 绝对位置检测系统的建立
在FX2N-10GM和MR-J2S伺服驱动器之间建立
绝对位置检测系统的方法如下:
在FX2N-10GM一侧要做如下设置:
参数#51=1——(绝对位置检测有效)
参数#5 l=X0——该参数对输入接口定义如下.
规定0——ABS数据位1
规定X1——准备发关
参数#52=Y0——该参数对输入接口定义如下:
规定Y0——ABS传输模式
Y1——ABS请求
Y2——伺服ON
在MR-J2S伺服驱动器一侧,必须进行下列设置参数#1=1000--使用绝对位置系统;硬件连线如图2
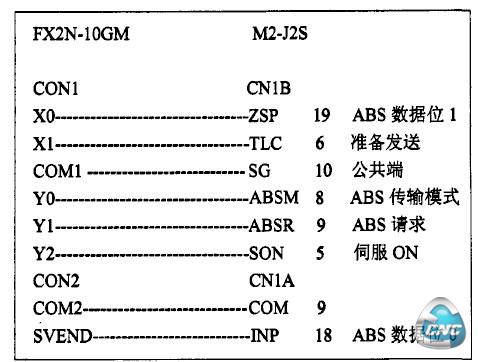
图2绝对位置检测系统硬件连线图
经上述参数设置和硬连线,上电后,在FX2N-10GM和MR-J2S驱动器之间自动进行绝对位置信息传递。建立绝对位置检测系统。
4.2 绝对位置检测系统下的回零操作
1)设定参数#16=0;——(机械零点数值)
2)参数#18=2——(无DOG开关模式)
3)将轴运动到预想零点位置,
4)按下回零开关(发出回零信号)
5)发出CRL信号,伺服驱动器的偏差计数器被清零)l
6)将参数#16--(机械零点数值)的数值写入当前值寄存器;
以上5、6项由控制器自动完成,在绝对位置检测系统下只需进行一次回零操作。
4.3 关于旋转轴的定位和旋转的处理
旋转轴的工作要求如下:启动——定位(等待夹持工件)——旋转——旋转停止——定位(等待卸下工作)——结束其旋转停止信号由热处理工艺条件决定,无法预先确定。
由于伺服系统工作在位置控制模式,即使在旋转过程中,旋转轴的位置不断变化。关键在于旋转轴停止旋转后,如何迅速回到定位位置。如果按原路径返回,时间就太长了。这是实际工作所不允许的。实际调试中采用中断功能,即将热处理工艺完成信号作为中断信号,在FX2N-10GM定位单元中,该信号为X2。当该信号X2=ON,中断启动。为旋转轴编制的加工程序如图3。
5 结束语
基于FX2N-10GM定位单元,配用主PLC+触摸屏,构成了一套结构简单,显示及操作功能丰富。经济实用的数控系统。具有很强大的柔性生产能力。由于三菱的FX2N-10GM/20GM可以独立运行,因此可以用其构成多达数十轴的控制系统。用主PLC控制各轴的启动/停止。这是构成多轴控制系统的好方法。
- 第1页:双工位8轴热处理机床数控系统的开发设计(1)
- 第2页:自动程序的构成
- 上一篇文章:基于现场总线的双CNC轴同步协调控制方法研究
- 下一篇文章:PLC触摸屏直接控制伺服电机程序设计