



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

海德汉iTNC530数控系统在A/C轴双摆角铣头几何误差补偿中的应用
2 海德汉iTNC530数控系统在A/C轴双摆角铣头几何误差中的补偿方法
2.1 海德汉iTNC530数控系统简介
海德汉的iTNC530数控系统是适合铣床、加工中心或需要优化刀具轨迹控制之加工过程的通用性控制系统。该系统的数据处理速度比以前的TNC系列产品快8倍,所配备的“快速以太网”通讯接口能以100 Mbit/s的速率传输程序数据,比以前快了10倍,新型程序编辑器具有大型程序编辑能力,可以快速插入和编辑信息程序段。该系统通用性好并适合五轴联动控制,可以对五轴联动加工中心进行精度补偿。
2.2 海德汉iTNC530数控系统在A/C轴双摆角铣头几何误差中的补偿方法
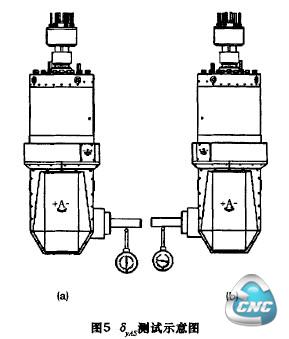
(1)δxAS的测量与补偿
如图5所示,先在主轴锥孔中装夹一根已知直径的检棒,A轴旋转至-90°(图5a),将百分表读数调零;然后将A轴旋转至90°(图5b)并读出百分表的读数△1。由于百分表的读数是δyAS的2倍,因此在补偿该误差时,应当在数控系统中输入MP7530.1=-|△|/21。
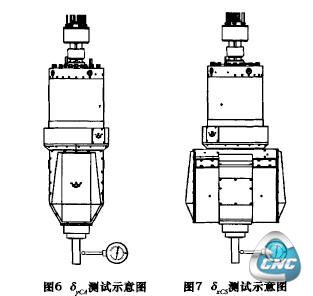
(2)6删的测量与补偿如图6所示,A轴旋转至0°,C轴旋转至0°,将百分表安放在图示的位置并将读数调零;然后将c轴旋转至90°,读出百分表的读数△2。由于百分表的读数是2倍δyCS,而δyCA=δyCS-δyAS,因此在补偿该误差时,应当在数控系统中输入MP7530.4=|△2/2|-MP7530.1。
(3)δxCS的测量与补偿
如图7所示,A轴旋转至0°,C轴旋转至-90°,将百分表安放在图示的位置并将读数调零;然后将c轴旋转至270。并读出旋转过程中百分表的最大读数△,。由于该读数是δxCS的2倍,因此在补偿该误差时,应当在数控系统中输入MP7530.3=|△3/2 |。
(4)关于A/C轴双摆角铣头角度误差的补偿由于海德汉iTNC530数控系统只能补偿A/C轴双摆角铣头的位置误差,并不能补偿角度误差,因此,A/C轴双摆角铣头的3个角度误差只能依靠提高零部件加工精度或采取若干调整措施才能予以解决。
3 结语
A/C轴双摆角铣头在装配完成后,c轴轴线、A轴轴线与主轴轴线之间存在3个位置误差与3个角度误差,如果几何误差不进行精度补偿,则会严重影响曲面零件的加工精度。海德汉iTNC530数控系统由于具有出色的五轴控制功能,可以对A/C轴双摆角铣头的几何误差进行精度补偿,首先利用百分表检测出几何误差值,然后再把误差值输人到相应的补偿指令中。但该系统只能补偿A/C轴双摆角铣头存在的3个位置误差,其余的3个角度误差只能依靠提高零部件加工精度或采取若干调整措施才能予以解决。
- 上一篇文章:空间自由曲面五轴联动数控加工
- 下一篇文章:基于PLC的数控机床控制系统研究