



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

JCSDNC数控机床DNC网络中应用
3 采用NCBASE实现程序的集中管理与流程控制
数控程序数据库与流程管理模块NCBASE是一个可供多人在局域网上同时使用的模块。可以将程序名与产品号、部件号、零件号、工序号关联管理,甚至包括零件图片、刀具表、程序极值、文件长度、生成日期等。具有快速的程序定位功能,可以在成千上万个程序中快速地找出指定零件指定工序对应的加工程序。
3.1 程序存储方法和程序命名规则
JCSDNC可以将数控程序保存在数据库里,同时也保留了传统的DNC软件中所采用的文件夹管理程序的方式。一台机床可以对应一个文件夹、或者多台机床对应一个文件夹,使用时可以灵活设置。我们现在的做法是:正式生产所用的程序按照严格的“产品名一部件名一零件名一工序号”的方式命名,并存储在数据库中;临时使用的程序一般放在文件夹中(图3)。
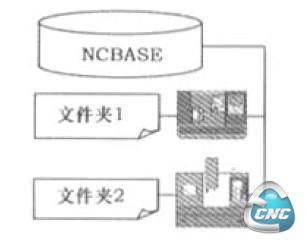
图3数控程序的存储管理
3.2 程序流程管理
数控程序一般要经过“程序编辑一试切一锁定一存档”的不同阶段。在JCSDNC中,按照程序所处的不同阶段将程序标志为“编辑、试切、锁定和存档”四个状态。
(1)编辑——手工或CAM编程,程序分处各编程软件指定的文件夹中,可由程序员加载至NCBASE。
(2)试切——经审核可以下发到机床进行试切验证阶段的程序。
(3)锁定——经试切验证合格的从机床回传到计算机中的程序。
(4)存档——审核定型归档的程序。
程序状态发生改变时的有关用户、时间、改变后的状态都实时记录在数据库中,必要时町以回溯其整个历程。
4 网络通讯实现高效准确的程序传输
JCSDNC是一个上位机无需人员值守的DNC系统,机床与计算机间通常采用“远程指令”来联络。远程指令是JCSDNC系统中约定的一些关于程序传输、信息查询等命令,嵌入在一个专门用于联络计算机的简短的数控程序中。使用时将该程序发送给计算机,计算机收到后根据程序中的远程指令作响应。在JCSDNC中提供了多种程序下载方法,使用起来很方便。
(1)采用“远程指令+程序文件名”调用如果数控系统具有全字符键盘且能熟记程序文件名的话,就可以用这种方法调用。指令格式如:/G GEARBOX-1。“/G”代表程序下载,“GEARBOX一1”为所请求的程序文件名。
(2)采用“远程指令+程序流水号”调用车间中部分数控系统并不具备全字符键盘,如果按程序文件名调用就会出现部分字符不能输入的情况。JCSDNC中有下面两种方法可以方便地解决这个问题,而不需要用字符编码的方式替代不能输入的字符。
①下载程序文件目录列表:JCSDNC可以使用远程指令将文件目录列表下载到数控系统中。程序目录列表前自动加了程序下载远程指令。目录列表中还包含程序长度、生成日期等信息,例如:
%
Ol000
(/G ABC.NC一1234—2005—05—11)
(/G DEF.NC一1234—2005—05—11)
(/G GEARBOX一1.NC一1234—2005—05—11)
M30
%
如果要下传GEARBOX-1程序时,只需要将前两行删除后再回传给计算机就行了。这样就解决了字符不全不能输入文件名的问题。
②“远程指令+程序流水号”调用:如果嫌输入长串的文件名麻烦的话,还可以有更简单的程序调用方法。由于数控程序保存在NCBASE中时除了与严格的文件名对应外,还有一个唯一的库内数字编号。因此还可以采用“远程指令+程序流水号”的方法调用。例如,刚才的GEARBOX一1程序对应的库内编号是8099,则可以用“/N8099”来调用。我厂有台HEIDEN.HAIN的TNC310系统,键盘上根本没有字符键,但是利用它的编程指令也可以来实现程序下载、DNC加工等。采用的指令格式如下:
“L x+9999 Y+程序流水号”实现程序下载
“L x+9998 Y+程序流水号”实现在线加工
(3)采用“数控作业安排”直接接收有时侯,可利用JCSDNC中的“数控作业安排”模块来指定数控机床一个时间段内加工所需要的程序。这时候,在数控机床侧只需要按一下输入键,一批程序就能依次传输到系统中。使用“数控作业安排”还有一个好处就是:机床侧只能获得经过作业安排所指定的程序,而不能随意调取库内其它程序,这对技术保密要求很严的工厂是很实用的功能。
5 工况数据采集的实现
JCSDNC中提供了利用“宏程序”自动采集工况数据的功能。实际应用时,将编好的程序利用PowerEDIT中的后置处理就可以自动添加宏指令。添加了宏指令的程序传入到FANUC类的数控系统后,只要程序运行,DNC计算机就能自动收集到加工开始/加工结束、当前程序名/指令转速/进给速度/刀号等工况数据。由此可以进一步利用JCSDNC中的PowerStat模块进行机床效率、加工结果统计,生成相关图表。工况数据的采集也为我们进一步实施车间生产管理打下了基础。
6 实施效果
JCSDNC在我厂两年多的应用表明完全达到了当初提出的几个目标,并产生了很好的效果。主要表现在:(1)NCBASE本身就是一个专用于程序管理的小型PDM。它的应用规范了程序命名规则,严格了程序管理,加强了程序数据的保密性。(2)提高了程序编制、传输效率,压缩了程序准备时间,提高了机床的有效利用率。(3)系统有很好的集成性。采集到的工况数据存在开放的数据库中,可以进一步处理以及被其它管理软件调用。
- 上一篇文章:FANUC数控系统伺服调整
- 下一篇文章:采用可调电位器控制的进给伺服系统