

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于GSK980TDB数控系统的CA6140普通车床数控改造
发布时间:2013-10-26
作者:叶坤煌
来源:万方数据
CA6140普通车床数控化改造具有一定经济性、实用性和稳定性。同时可以提高加工自动化程度,满足企业对加工的更高要求。因此本文提出了采用GSK 980TDB数控系统对该机床进行数控化改造的方案,介绍了进给系统改造中滚珠丝杠副的计算和选型,阐述了数控系统的连接、调试和PMC 程序设计。
3 数控系统的连接与调试
GSK980TDB数控系统在组成上包括CNC和PMC两部分,改造后的数控车床由2个进给轴( z轴)、一个旋转轴(主轴)、刀架控制系统、冷却控制系统、润滑控制系统、其他辅助功能控制系统,检测控制电路等组成。
根据在本机床上要实现的功能要求,对控制系统进行总体设计和连接,连接结构图见图1。件允许的情况下,还可采用SERVO GUIDE软件对机床进行动态精度优化。
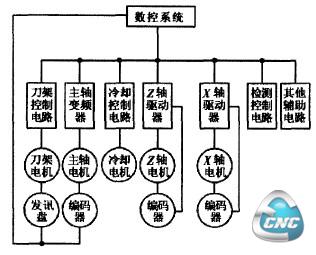
图1 数控车床控制系统总体结构图
4 改造车床的PMC程序设计
PMC程序由第1级程序和第2级程序2部分组成。在第1级程序中仅处理急停和各轴超程信号等快速处理信号。2级程序主要用来实现操作面板上的按扭、指示灯、波段开关等处理;M、S、T功能的译码及功能处理;轴运动处理;报警信号的处理等。下面主要介绍刀具控~OPMC程序设计:当系统没有发出要刀信号时,发讯盘内当前刀位的霍尔元件信号处于低电平状态。当系统要求刀架转到某一刀位时,系统输出正转信号,此时继电器得电吸合,使接触器得电吸合,刀架正转。当刀架转至所需刀位时,该刀位霍尔元件在磁场作用下,使该刀号产生低电平信号,这时刀架正转信号断开,系统输出反转信号,同时另一继电器得电吸合,使相应接触器得电吸合,刀架反转,反转到位后,刀架电机停止,完成一次换刀控制过程。
根据上述刀架控制要求,设计PMC 程序流程见图2。
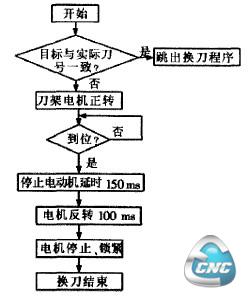
图2 换刀控制PMC程序流程图
5 结束语
从改造后机床的使用、运行状态来看,机床较大地拓宽了机床加工零件的范围,并更好地保证了零件加工的一致性和产品质量;改造后的机床精度总体达到当前国产同类数控机床的精度水平;改造的成本也较低,取得了良好的经济效益,达到了预期的改造目标。
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:数控技术在砂雕玻璃雕刻机中的应用
- 下一篇文章:开放式纯软件数控系统OpenCNC应用与实现的总体方案