



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

西门子数控840D五轴联动加工中心的改造
3.3 光栅的安装
光栅是数控系统构成全闭环控制的重要检测反馈元件,其安装方式的选择必须注意防止切屑、切削液及油液等的溅落影响。光栅在装配时严禁剧烈震动或敲打,以免造成损环。
(1)安装基面的选择与要求
不能直接将光栅安装在粗糙不平或打了底漆的床身上。光栅定尺和滑尺需分别安装在机床相对运动的两个部件上,并用千分表检查主尺安装面与导轨运动方向的平行度,要求达到0.1mm以内。
(2)定尺的安装
将光栅尺的M4螺钉旋入安装面孔内,但不要上紧。用千分表测量定尺平面与机床导轨运动方向的平行度,并调整M4螺钉位置,使平行度达到0.1mm/1000mm以内。在安装定尺时,不能只安装两端,还需要在定尺中部进行支撑。
(3)滑尺的安装
其安装方法与定尺相似,调整使滑尺与定尺平行度在0.1mm/1000mm以内,并将滑尺与定尺的间隙控制在1mm~1.5mm之间。
(4)圆光栅的安装
圆光栅的输出轴通过弹性联轴器与转台一起旋转。安装时要保证转台的转轴中心线与圆光栅输出轴的中心线及弹性联轴器中心线的跳动在0.1mm以内。
3.4电机的安装
由于新旧电机尺寸不一样,所以要对电机安装板进行改装,即在电机侧的皮带轮内孔镶嵌一个隔套使其与新电机轴匹配。
3.5 电气的调试
在光栅、电机等安装完成,以及机床所有电气连线连接完毕之后,将对机床进行通电调试。先调试好紧急停止、限位开关等重要保护功能,再调试其它功能,最后调试自动换刀功能。
3.6 机床参数的设置
在系统调试初期需要先对轴参数进行设置,而各轴需根据实际情况进行配置,在此以分别代表直线、旋转、主轴的X、B、SP三类典型轴为例,介绍部分轴参数的设置情况,如表3所示。

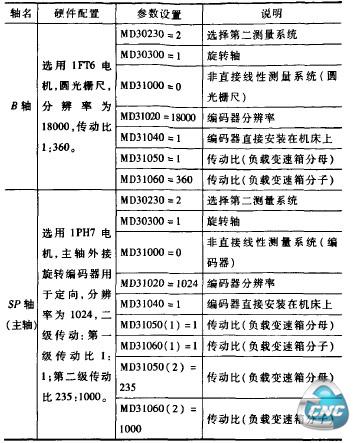
以上轴数据设置好以后,还要对轴的基本配置参数、回参考点参数、报警监控参数、测量系统参数等进行相应的设置,此处就不再详细说明了。
4 改造效果
(1)通过本次改造,使该加工中心增加了许多新的功能如:主轴点动、刚性攻丝、图形模拟、手轮驱动、DNC等,使操作变得更加简单、方便。
(2)采用SIEMENS 840D数控系统与6llD伺服系统,构成了全数字式控制系统,使MC.B74卧式加工中心的控制性能达到国际先进水平。
(3)改造前该设备的故障率很高,经常长时间的停机修理,且维修费用大。本次改造后,使得该设备的电气故障率大大降低,稳定性显著提高。
- 第1页:西门子数控840D五轴联动加工中心的改造(1)
- 第2页:光栅的安装
- 上一篇文章:数控技术在砂雕玻璃雕刻机中的应用
- 下一篇文章:开放式纯软件数控系统OpenCNC应用与实现的总体方案