



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控车床智能控制系统的研究
3 上位机(PC)功能的设计与实现
3.1 国内外研究现状
自动编程系统一般分为对话式数控语言编程系统和图形交互自动编程系统。国际上流传最广、影响最深的数控编程语言是APT语言,但随着计算机图形编程和CAM软件的发展,APT语言已逐渐被淘汰。
随着计算机技术的迅速发展,计算机图形处理能力有了很大增强,一种新的编程技术——“图形交互自动编程”便应运而生。图形交互自动编程系统以机械计算机辅助设计(CAD)软件为基础,利用CAD软件的图形编辑功能将零件的几何图形绘制到计算机上,形成零件的图形文件,然后调用数控编程模块,采用人机交互的方式在计算机屏幕上指定被加工的部位,再输入相应的加工参数,计算机便可进行必要的数学处理并编制数控加工程序,同时在计算机屏幕上显示刀具的加工轨迹。这种编程方法具有速度快、精度高、直观性好、使用简便、便于检查等优点,现已成为目前国内外先进的CAD/CAM(计算机辅助制造)软件所普遍采用的数控编程方法。
国外的图形自动编程系统起步较早,且发展迅速,有些产品已经获得了较广泛的应用。如美国AUTO—CODE MECHANICAL公司的AUTO.CODE图形自动编程系统,德国OPEN MIND公司的hyperMILL数控机床(加工中心)图形自动加工系统,英国Pathtrce公司的EdgeCAM for MDT数控自动编程系统和美国的MERRY MECHANICAL公司的SPM-81TM钣金CAD/CAPPIcAM系统等。以上系统大都采用美国Autodesk公司的AutoCAD或MDT(Mechanical Desk—top)作为开发平台和造型工具进行开发。国内的图形自动编程软件的开发起步较晚,但近几年发展较快。通用系统有北京华正公司的CAXA制造工程师系列软件,北京清华京渝天河公司的PCAutoCAM系统等;另外大多数为专用数控编程系统,如北京市机电研究所的VMC-750主轴箱体自动编程系统,重庆ONLYSOFT的线切割自动编程系统等。
图形自动编程系统是高效的数控编程手段,是数控系统向集成化、智能化发展的必要环节,是当今数控编程技术发展的主要潮流之一,是CAD/CAM研究的重要领域。国外自动编程软件价格非常昂贵,国内许多中小企业仍然采用繁琐、复杂、效率低的手工编程。为此,在PC机上研究并开发数控车床自动编程系统,能够实现CAD/CAM的集成。使系统具有读取DXF文件、自动生成NC代码、二维仿真等功能。建立切削参数数据库,使自动编程系统可以得到合理优化的切削用量,实现了整个系统信息集成。
3.2 系统的总体框架结构与工艺流程
系统框架结构如图4所示,它主要包括AutoCAD图形生成、提取图形数据信息、工艺干预、NC代码生成、动态校验和数控加工程序输出6个功能模块。
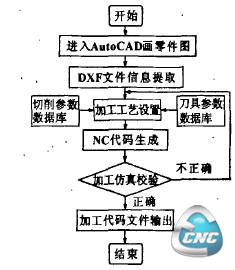
图4系统功能结构框图
4 下位机(DSP)功能设计与实现
车床数控系统要求控制两个伺服电机或步进电机,主轴电机、刀架电机以及机床操作面板和机床上开关I/O等。此外,还有测量接口电路。考虑到系统可控制伺服的要求,控制接口要求有D/A输出和脉冲串输出,同时有接受正交编码器的QEPI接口。系统通过USB接口与PC机实现通讯,通过PC的丰富功能实现系统的自动工艺规划、自动编程以及友好的操作界面。完成系统从CAD图形——工艺规划——刀轨规划——编程后处理——数控加工的完整过程。
4.1 硬件结构框图(图5)
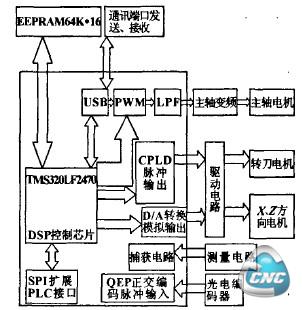
图5硬件结构框图
4.2 软件实现
如图6所示,系统功能模块分为串行通讯、预处理、加减速、轨迹插补、伺服输出、刀具补偿等分功能模块,并通过加工信息缓冲区、轨迹缓冲区、插补缓冲区交换信息,顺序进行最终驱动电机运行。
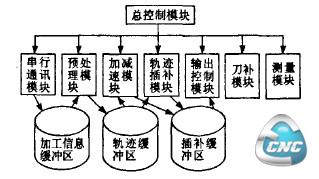
图6软件总体框图
5 结束语
通过对数控车床智能控制系统的研究进行综述,得到以下结论:
(1)采用PC+DSP运动控制卡开放式体系结构,面向用户的上位机(PC)界面友好,功能强大。用于电机控制的下位机(NC)采用DSP,实时性强。上下位机采用USB串行通信。系统具有开放性、可扩展性和模块化的特点。
(2)现有的数控系统和测量系统功能是相互分离的,而且其仅用于工件定位、尺寸测量等固定功能,没有实现和数控系统的有机结合。本文提出一种新型基于在线测量的数控系统,可以将测量信息直接反馈到控制系统,由其实现刀具加工路径的智能规划,减少机床操作人员对加工过程的于预。
(3)该系统的基于在线测量的车削加工路径智能规划及自动编程功能,将极大简化数控车床操作,减轻数控车床操作工人的劳动强度,提高设备生产率。
(4)该控制系统方案既可用于改造传统普通车床,也可与新一代的经济型数控车床配套使用,符合我国当前国情,能给制造企业带来可观的经济效益,具有十分广阔的应用前景和市场价值。
- 第1页:数控车床智能控制系统的研究(1)
- 第2页:上位机(PC)功能的设计与实现
- 上一篇文章:数控机床PLC系统的设计及调试
- 下一篇文章:数控技术在砂雕玻璃雕刻机中的应用