

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

浅谈广州数控车床与FANUC数控车床宏程序编制的不同点
本文通过几个不同的例子。讲述广州数控系统车床与FANUC数控系统车床宏程序编制的不同点。
可见广州数控系统车床编程方式与FANUC数控系统车床大不相同,广州数控系统车床的宏程序编程只能用参数方程来加工,转移判断语句与FANUC数控系统WHILE⋯DO语句相似。对于车内椭圆的工件,例子如下:
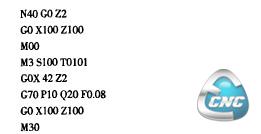
FANUC数控系统车床:
图2椭圆的长轴a=40。短轴b=20
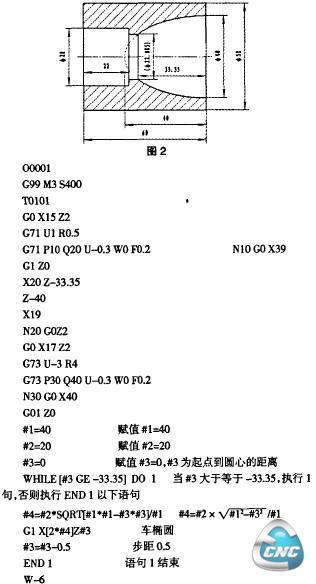
此程序先进行粗镗内孔使余量减小.最后分4刀加工椭圆。而广州数控系统车床可先钻好孔,再一层层车削。
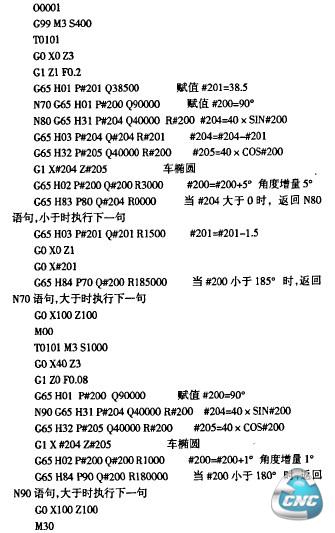
广州数控系统车床:
椭圆的长轴a=40,短轴b=20
椭圆参数方程公式是Z=bCOS(t),X=aSIN(t)
即得Z=40cos(t),直径X=40SIN(t)
以上程序本人已试验过,用两种系统宏程序的车削方法给学生讲解,让学生掌握多种宏程序的车削方法。宏程序可靠性高,功能强。要求教师能够较形象、较直观地把车削方法讲解和传授给学生,充分发挥数控系统的功能以及编程人员的工艺和加工经验,使学生能够在各数控系统车床发挥出更大的潜能.提高编程品质和速度。
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:数控技术加工工艺分析和精度分析
- 下一篇文章:数控技术在轧钢生产中的应用
相关资料推荐