



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

定子曲线精密磨削数控技术的研究
2.2 等线速度磨削的控制策略
在磨削过程中,磨削点的速度受砂轮线速度以及工作台的速度大小的影响,而砂轮线速度受砂轮半径大小的影响。为了保证磨削速度的恒定,采用交流变频调速技术,同时对砂轮半径进行补偿。
砂轮与工件内表面磨削过程示意图如图3所示。
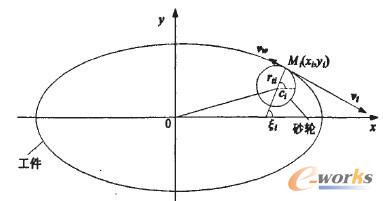
图3. 砂轮与工件磨削过程示意图
工作台的速度由X轴和y轴工作台的速度合成,
即
V我=Vx+Vy (3)
式中,Vx表示工作台X方向的速度,Vy表示工作台Y方向的速度。
砂轮转速由电主轴控制,砂轮的线速度Vt由(4)式表示。
![]()
式中,rt为砂轮半径(mm),nt为砂轮的转速(r/min)。
在磨削过程中,工作台运动采用等步长的插补方法,工作台的速度可以认为是不变的,因此磨削点的速度仅受砂轮线速度的影响。由于砂轮的不断磨损,砂轮半径的逐渐减小,如果砂轮的转速不变的话,砂轮的线速度将逐渐降低。为了保证磨削点速度不变,每次修整砂轮后系统计算出砂轮半径,同时根据砂轮的磨损率来估算砂轮的实际半径,从而实时改变交流变频器的频率,调整砂轮的转速nt,从而达到砂轮线速度恒定的目的。
2.3 砂轮半径补偿
由于砂轮的磨损,半径逐渐变小,影响被磨削工件的轮廓形状,因此,必须对砂轮半径进行补偿。机床实际工作时,工作台作平面运动,砂轮中心位置不动。根据相对运动的原理,下面推导砂轮中心点与工件轮廓轨迹之间的关系时,假设工作台不动,砂轮中心运动,如图3所示。
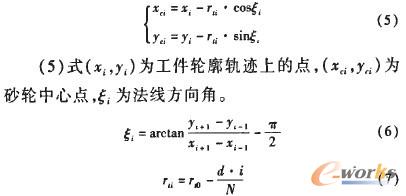
(7)式中rti砂轮实际半径,rt0为砂轮无磨损时的半径,d为实测的砂轮磨损量,N为工件轮廓轨迹插补点数。并假定砂轮的磨损是均匀的,由(7)式可计算出砂轮在各磨削点的实际半径。
由式(5)-(7)可算出砂轮半径补偿后的中心轨4迹。实际加工过程中,由于砂轮中心点固定不动,工件固定在工作台上,按(5)式的反方向运动即可。
3 结论
采用全闭环控制系统实现了对工作台的运动误差进行控制与补偿,使运动误差控制在允许的范围内。利用变频器实现对砂轮转速进行调整,保证磨削点线速度的恒定,通过砂轮半径实时补偿来减小轮廓轨迹的误差,从而保证了磨削质量的稳定性和一致性。工件磨削后轮廓精度和表面粗糙度均达到设计要求,表明该控制策略是可行和有效的。
- 上一篇文章:雷射辅助摩擦搅拌焊接
- 下一篇文章:数控技术的现状与展望