

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

交流伺服系统在剑杆织机电子送经系统中的应用
为了解决目前剑杆织机电子送经控制系统存在的问题,采用交流伺服系统取代故障率频繁、维修价值昂贵的电子送经控制系统,结果表明,该系统具有适用范围广,控制灵活及位置精度高等特点。
1 前言
我厂于20世纪90年代初引进113台西班牙剑杆织机,该机采用PC单板机控制。分为主控单元,松经/紧经控制单元、松经/紧经控制部分采用直流晶体桥式,驱动器驱动一种惯性特别小的线绕盘式无铁芯直流电动机。使用至今,已有一半以上电动机出现了转子盘扎间短路、断路、测速微转子线圈断路磨损坏等问题。为了保证设备正常运行,我们对原松经/紧经电气控制部分进行了以交流伺服控制取代直流控制的技术改造。
2 硬件系统配置(见图1)
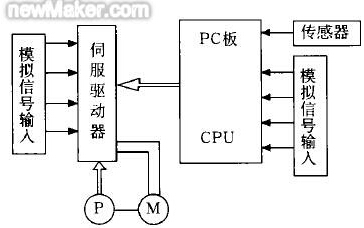
2.1 操作控制部分
为了保证挡车工操作适应性,该部分控制基本不变,即模拟信号输入部分。主要包括:车上开启/停止、手动松经/紧经、复位等。
2.2 松经/紧经驱动部分
送经电动机选用日本SANYO DENKI公司的“P50B0 80775HXS00”交流单相伺服电动机并带有INC—E编码器(P),转速 4500 r/min;伺服驱动器选用该公司“QSIA 03AA”驱动器,带有5位数7段LED显示,进行参数编辑,运行监控,报警记录。
2.3 张力检测部分
张力检测使用原装张力传感器。从振动后梁上取回模拟电压信号,经PC板上多级运放LM 324对信号放大整形与程序存储值作比较和记忆处理,最后由PC板给出开车运行时所需的一10 V~+10 VDC模拟量速度指令信号。
2.4 电动机数据检测部分
主要由省配线增量式编码器INC—Z(2000 P/R),双效屏蔽电缆组成。功能为自动跟踪电动机实际工作状态,检测松经、紧经过程中的各种数据,保证全车织物张力保持一致。
- 第1页:交流伺服系统在剑杆织机电子送经系统中的应用(1)
- 第2页:软件开发系统
- 上一篇文章:自适应加工技术在数控加工领域的分类与应用
- 下一篇文章:智慧工厂的支撑技术和发展路径