



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

高效液力偶合器外壳数控加工工艺
一、引言
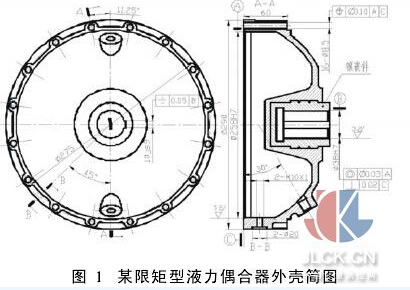
液力偶合器利用流体来传递动力,相当于一个柔性的联轴器。外壳与泵轮连接成一个整体,涡轮与工作机械的轴连接。电动机的动力经外壳、泵轮传给流体,转变为流体的动能,流体推动涡轮旋转,从而带动工作机械运动。液力偶合器外壳〔以下简称外壳〕是一个中空的盘类传动件,要求具有较高的强度和良好的密封性能。同类型、不同规格的液力偶合器,其外壳的结构相似、技术要求相同。图1所示为某外壳的零件图,主体材料为铸造铝硅合金,与电动机连接部分的材料为45钢,铸造时镶嵌于基体的右端处,内腔与外表面均为曲面,形状复杂,由铸造方法获得,不需加工。外壳的左端面c为轴向设计基准,φ258h7轴心线a为径向设计基准,其中φ38h7(b面)对φ258h7(a面)的同轴度为φ0.03mm,对左端面c的垂直度为0.02 mm;外壳圆周均布的16个φ8.5孔要求对a、c两个基准面的位置度φ0.10 mm;加工表面的表面粗糙度的最高要求为ra3.2μm。
外壳数控加工的实质是批量不大、结构相似零件的数控加工。从结构和技术要求分析,外壳是一般的数控加工零件,数控加工的主要问题是效率。追求高生产效率是机械加工永恒的主题,数控加工也不例外。针对外壳数控加工的效率,作者从分析机床)刀具)零件组成的工艺系统入手,研究了外壳数控加工工艺路线、切削用量、走刀路线、安装找正方法和编程方法等对数控加工效率的影响。
二、采用高效的数控加工工艺路线
工艺路线是数控加工的总体方案,直接影响零件的加工质量和效率。制订数控加工工艺路线必须根据企业的条件,仔细分析机床-刀具-零件组成的工艺系统,特别是机床。数控机床自动化程度高,可换刀,能连续进行多种表面的加工,但加工费用高。外壳类似于中空的盘类零件,加工表面多般为回转表面、端面以及小孔。基于效率考虑,工序应集中安排,最好在一道工序中完成所有的加工任务。如果在车削中心或卧式加工中心加工,可以基准面a和c为精基准完成外壳加工,其中径向孔和斜向孔需用动力头。用粗基准定位加工基准面a和c时,找正工作量大、切削工作量小时,应选用普通车;反之,应选数控车。如果没有上述设备,小孔只能在立式加工中心或数控铣床上加工,工艺路线较长,效率较差。总之,高效的数控加工工艺路线应尽可能短、工序应集中,减少安装、找正的工作量,提高效率;以粗基准定位加工时,应以效率作为选择数控加工的依据。
- 第1页:高效液力偶合器外壳数控加工工艺(1)
- 第2页:采用高效的切削用量和找正方法
- 上一篇文章:加工大型工件:“大”与“完整”亦可兼得
- 下一篇文章:复合加工的常见形式及其典型应用