



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

高速加工中心数控系统开发和应用
1 技术背景
高速加工技术是世界范围内倍受关注的前沿技术,它将极大的促进加工的效率和产品品质。我厂针对这一潜在的市场需求,在近两年对高速加工中心进行了两轮开发设计和试制,在第一轮的开发设计中,电气控制系统采用的是德国INDRAMART 数控系统,该系统的硬件平台是基于工业 PC 主板,NC 和 PLC 以板卡的形式插在工控机扩展槽内,该系统的特点是:用户开放性好,软件工具专业性强,系统功能集成度高,但随之也出现了应用上的局限:系统运行依赖于硬盘,一旦硬盘损坏,系统需恢复才能运行;控制软件和零件加工程序的编制通用性不强;伺服电机特性曲线较软,这在一定程度上抑制了数控轴高速性能的提升或增加了电机体积和相应的费用。在高速加工中心第二轮开发设计中,通过对SIEMENS 840D 的系统性能分析与比较,认为SIEMENS 840D 数控系统能克服以上应用的局限,性价比高,并且在市场上份额大,用户群体中有相当的口碑,应用该系统,将会提高我厂高速加工中心的市场竞争力。
高速加工中心第二轮开发试制已完成阶段性工作,在这里将从硬件配置、软件标准化编程、关键技术应用开发等几个方面着重描述系统配置、光栅尺全闭环应用、龙门式同步轴调整、和第三方主轴调整等关键技术,为我厂后期电气控制技术的提升提供参考和经验。
2 硬件配置要点
该高速加工中心的 840D 数控系统硬件配置如下图 1 所示:大体上可归结为一层网、两个总线。
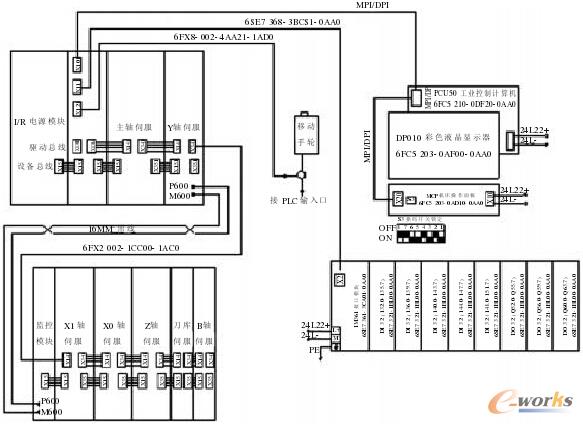
图 1 高速加工中心 840D数控系统硬件配置
一层网是:MPI / OPI 网:它将 840D控制核心NCU、人机界面 HMI- PCU50、机床操作面板 MCP连接在一起,使操作者可通过 HMI 或 MCP 来访问控制器 NCU,实现系统参数、程序等数据的调整输入和输出、设备状态的可视化等功能。在该网设置中可有两种形式:MPI 或 OPI ,它们的区别在于传输速率不同:
MPI 的速率为 187.5Kbit/S,OPI 的速率为 1.5Mbit/s 一般情况下选择后者。在设置中应注意以下三点:
1、 MPI/OPI 的设置在 PLC 控制程序 (即:NCU中)、HMI 上、MCP 三者要保持一致,否则造成网络故障。
2、在 HMI 进行初始化后,MMC 的设置恢复到默认值,应进行检查和修改,保证网络地址不冲突,否则造成网络故障。
3、PI / OPI 低层通讯协议遵循 RS485 协议,在硬件上使用双绞线和 DP 接 头,为了在网络两端接入终端电阻,应从 DP 接头的进线端接入,否则造成网络不稳定或故障。
两个总线是:驱动总线和设备总线,驱动总线通过串联实现 NCU 与 611D 驱动器位控板之间的信号传递。设备总线是驱动电源模块向 NCU、611D 位控板提供工作电源(+15V)和监控功率部件温度。在该项目中,采用了设备总线双层安装方高速加工中心数控系统开发和应用式,主要是考虑到设备总线的连接能力,此外,在电机、功率部件确定的情况下,如何选择电源模块,是决定高速加工中心电气控制的关键,下面想就此做详细的分析。
- 上一篇文章:基于IPC的数控系统开发实例
- 下一篇文章:汽车覆盖件模具型面的高精度数控加工