



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控机床开环伺服进给系统的PLC控制
1 数控机床伺服系统分类与特点
数控机床伺服系统是以机床移动部件(如工作台)的位置和速度为控制量的系统,又称随动系统,简称伺服系统。它接收接受数控装置的脉冲指令,并将其变换为机床工作台的位移。作为数控机床的重要组成部分的伺服系统,其本身的性能直接影响着整个数控机床的加工精度和速度等技术指标。按有无检测反馈装置,伺服系统可分为开环和闭环两大类;按检测元件安装的位置和检测方式的不同,闭环系统又分为半闭环系统和全闭环系统。
1.1 开环控制系统
图1所示为开环控制系统原理图,主要由驱动线路和执行元件两部分组成。驱动线路的作用是将指令脉冲信号转换为执行元件所需的信号,并满足执行元件的工作特性要求。执行元件的作用是将驱动线路输出的电信号转换成位移信号,带动机床工作台移动。开环控制系统中常用的执行元件为步进电动机,它将指令脉冲变换为机械转角,再经过齿轮副和丝杠螺母带动机床工作台移动。不检测工作台的实际位移,无位置检测元件。
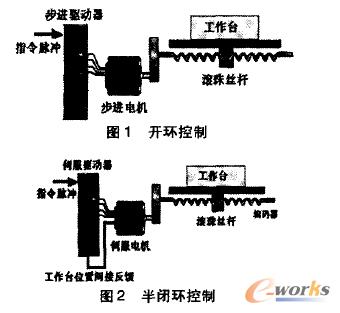
1.2 闭环控制系统
图2-图4所示为闭环控制系统原理图。它主要由位置检测器、比较线路、伺服放大线路利执行元件四部分组成。
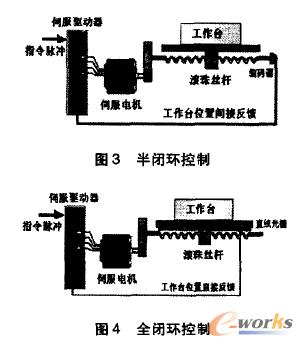
将位置检测元件(如旋转编码器)安装在伺服电动机轴或数控机床的传动丝杠止,即把工作台实际位移相应的转角测出来进行反馈比较,间接出检测工作台的实际直线位移,为半闭环控制系统。将位置检测元件(如直线光栅)安装在机床工作台上,直接检测工作台的实际直线位移,为全闭环控制系统。
1.3 特点
全闭环控制系统要求检测元件的测量范围与工作台移动范围相等。而制造较长的位置检测元件很困难,须用有限长度的位置检测元件拼接安装,不仅价格高,而且安装后调整比较复杂。相比之下,测量转角要容易得多。因此大部分数控机床使用半闭环控制伺服系统,但这种伺服系统由于丝杠和工作台存在的传动误差得不到补偿,所以半闭环控制系统要比闭环控制系统的精度低。
开环控制系统对移动部件的实际位移量不进行检测,也不能进行误差校正,虽然精度较低,但由于系统结构简单,成本较低。目前,在加工精度要求不很高的中小型数控机床,如经济型数控机床中得以广泛应用。
- 第1页:数控机床开环伺服进给系统的PLC控制(1)
- 第2页:开环伺服系统的PLC控制
- 第3页:PLC控制完成的功能
- 上一篇文章:卧式铣镗加工中心数控技术分析与发展前景
- 下一篇文章:五轴联动数控铣床高效加工螺旋浆曲面